字體:小 中 大
字體:小 中 大 |
|
|
|
| 2023/03/12 13:23:44瀏覽1523|回應0|推薦0 | |
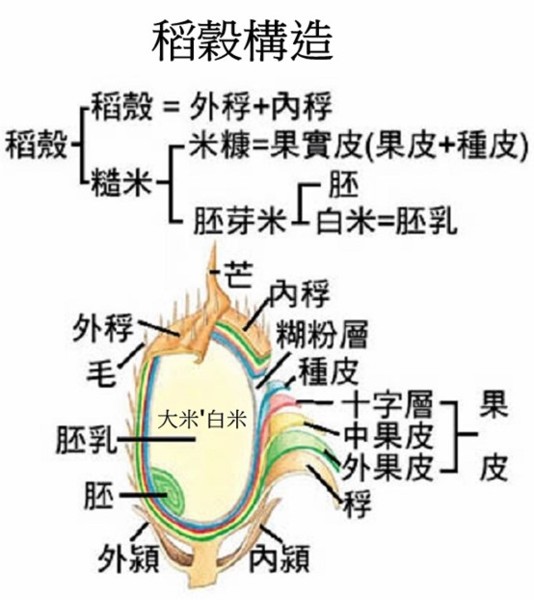
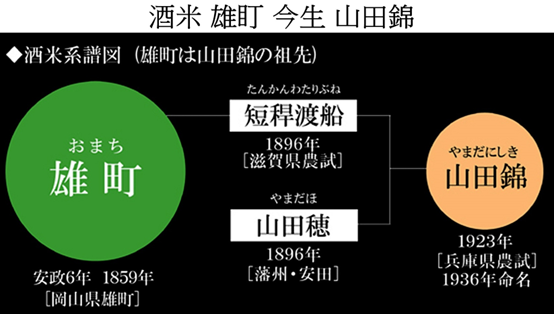
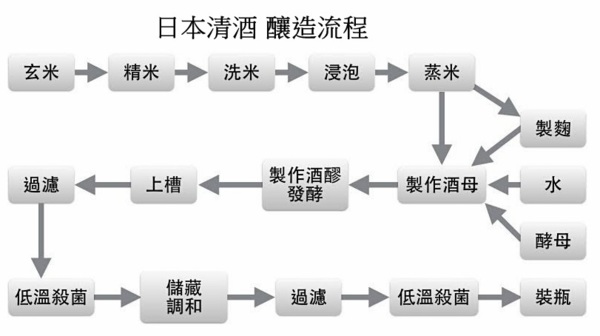
釀造酒 米酒 日本清酒 米酒是以稻米為主要製酒原料的酒,在釀造酒中,包括日本清酒、黃酒等,都屬於米酒。在蒸餾酒中,中國燒酒,泡盛,日本燒酒等,以米酒蒸餾製成。 米酒;中國廣西壯族自治區出產的三花酒、浙江省出產的加飯酒、黃酒(陳放較久的清酒,顏色轉黃,稱黃酒。)、女兒紅、四川甜米酒都是用稻米釀製的,部份酒類亦有以糯米釀成的,例如紹興酒。日本米酒類的清酒,國際知名度也高。 在東亞地區,清酒是一種釀造米酒,經過濾程序後製成,酒色透明。以米、米麴及水,進行發酵後,就形成濁酒;經過濾,去除酒中雜質,再以竹炭或木炭進行脫色後,就成為清酒。 清酒酒精濃度平均在15%左右。以米、米麴和水發酵之後,形成濁酒,再經過濾後,就成為清酒。是日本最具代表性的酒類,因此也稱日本酒。 清酒的主原料 專業製造者 清酒釀造的最高責任者被稱為「杜氏」,杜氏所率領的技術人集團被稱為「藏人」。 水、米、麴(菌),除此之外還需要酵母和乳酸菌。主原料之外還需使用調整酒類酸度的副原料才能產出完美的清酒。 水 水大約佔了清酒內容物的百分之八十。一般在釀造清酒時主要使用地下水,但在水質良好之地區亦有直接使用自來水的現象。而釀酒時所使用的水可謂左右了清酒的品質。 判定水質優劣的一個條件為水的硬度。使用硬水釀造的酒口感較烈,而使用軟水釀造的酒則口感較甘。原因是在硬水的環境之下,酵母的活性較使用軟水時高,酒精發酵(亦即糖分的分解)速度加快;反之在使用軟水時,酵母活性低落,發酵的程度便低於硬水。 稻米 釀造優良的清酒需要高品質的米。米為穀類的一種,最大的特點為富含澱粉,澱粉是酵母發酵時所需要的能量來源,故原料米的品質亦左右了酒的品質。 以用途而言,釀酒時所用的米有麴米和掛米。麴米通常使用釀酒專用的酒米(又稱酒造好適米);掛米則較常使用一般的食用米。 「稻」是指植物體,「米」則是指其果實(籽粒)。稻米是指源於稻類(Oryza spp.)的完整和破碎的穀粒,包括稻穀、糙米、白米、碎米及相關產品米。 糙米是稻米脫殼後保留了粗糙外層的米,顏色較精製白米深;即稻穀去除稻殼後謂之糙米,亦即稻之穎果。糙米的組分包括:米糠、胚乳、胚芽,共三部分。 中國南方部分地區也稱其為賤米,日本稱為玄米,英文稱為brown rice。 簡明的分類是依稻穀的澱粉成份來區分。稻米的澱粉分為直鏈及支鏈兩種。支鏈澱粉越多,煮熟後會黏性越高。米的分類;分為四個品種:秈米、粳米、秈糯米(長糯米)、粳糯米(圓糯米)。臺灣日治時期的在來米,原本是秈稻,蓬萊米則是粳稻的代名詞。 秈稻(Oryza sativa indica):有20%左右為直鏈澱粉。屬中黏性。秈稻起源於亞熱帶,種植於熱帶和亞熱帶地區,生長期短,在無霜期長的地方一年可多次成熟。去殼成為秈米後,外觀細長、透明度低。有的品種表皮發紅,如中國江西出產的紅米,煮熟後米飯較乾、鬆。通常用於蘿蔔糕、米粉、炒飯。廣東人愛吃的絲苗米是秈稻的一種。為南亞、東南亞、中國南部地區主要食用米。 粳稻(Oryza sativa japonica):粳稻的直鏈澱粉較少,低於15%。粳稻較耐涼冷,可種植於溫帶和寒帶地區,生長期長,一般一年只能成熟一次,台灣一般被認為是北半球稉稻生長最南區。去殼成為粳米後,外觀圓短、透明(部分品種米粒有局部白粉質)。煮食特性介於糯米與秈米之間。為中國北部及台灣、日本、朝鮮半島主要食用米。 糯稻(Oryza sativa var glutinosa):支鏈澱粉含量接近100%,黏性最高。又分粳糯(圓糯)及秈糯(長糯),粳糯外觀圓短,秈糯外觀細長,顏色均為白色不透明。煮熟後米飯較軟、黏。粳糯常見用途為用於釀酒、米糕、紅龜粿、甜粿、湯圓等。秈糯則作為八寶粥、粽子、油飯等原料。 米的種類以加工過程區分 糙米:稻穀僅僅去除了稻殼後稱作「糙米」,其營養價值比胚芽米和白米較高,但浸水和煮食時間也較長。 胚芽米:糙米加工後去除糠層保留胚及胚乳,保留了七成半的產物比例,是糙米和白米的中間產物 白米:糙米加工後去除糠層,去除胚,保留胚乳,保留了七成的產物比例。市場上最主要的類別。
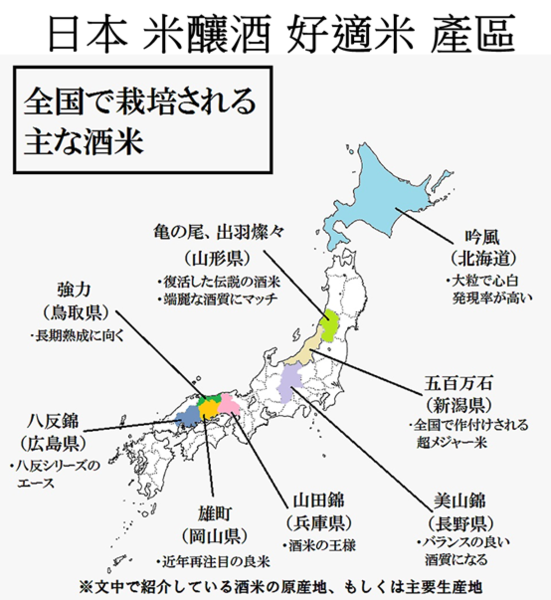
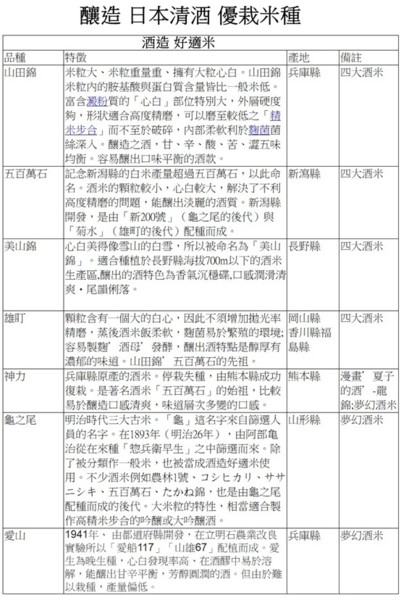
日本的水稻傳入 是從中國大陸慢慢傳到九州再傳到中國地方(山陰山陽地方/さんいんさんようちほう San-in san-yō chihō,是日本本州島最西部地區的合稱,包含現今的鳥取縣、島根縣、岡山縣、廣島縣、山口縣等5個縣。)、四國地方、近畿、中部、關東、東北按順序再擴大到周邊的日本地區直至全國。日本的稻米是江南類型,與朝鮮的不同(粳、粘; 早稻’次早稻’晚稻品種)。 日本米一般一年只有一次收成。日本除了食用的米外,酒、年糕、糖、點心、醬汁、醬油、醋等食物也以稻米為製作原料之一。傳統的日本人喜歡以米飯作早餐。 酒米 日本酒需要好米,麴菌’好水及好酵母。 米的成分 碳水化合物:大部分為澱粉;米的七成經由酵素將澱粉轉葡萄糖成酒精。 蛋白質:多存在米的外層,在發酵的時候容易產生雜味。 脂肪:不飽和脂肪酸和飽和脂肪酸組成,過多香氣(酯味)會變差。 維生素:存在胚芽部分,多為水溶性維生素B群為主,在精米步合被去除不會對酒造成影響。 灰分:在澱粉層與胚芽部分之間,灰分過多會促進酵母或麴的生長,導致發酵管理難度增加。 釀造日本酒的米,具備米的心白部分多,蛋白質與脂肪含量少及吸水率佳等條件;稱為酒造好適米(Shuzou-koutekimai)也可以稱為酒米。一般米也可以用來釀造只是酒米會更適合拿來釀造日本酒。透過磨去米外側可能會產生酒有雜味的不必要部分(蛋白質,纖維質或脂肪)-精磨,留下精米-精米步合。
酒造好適米的條件 顆粒大(每千粒重25~30公克):能承受高度精磨,具有一定大小的特性;避免易碎或太小。 有心白(米心中不透明的部分):心白柔軟特性讓麴菌的菌絲更容易向米中心繁殖生長,這樣的麴會更有糖化澱粉的能力。 蛋白質及脂肪含量少:過多的蛋白質及脂肪是造成雜味的原因之一。 吸水性佳:提升酵素的活動力,酵母與醪(ㄌㄠˊ)的溶解性也會變好。 蒸熟後需外硬內軟:外硬內軟的蒸米,對麴菌而言是易於繁殖的環境。
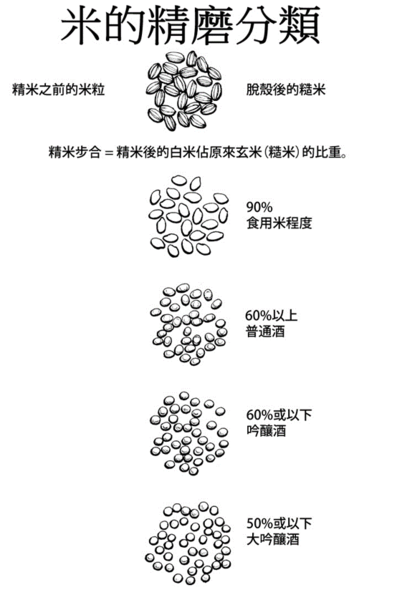
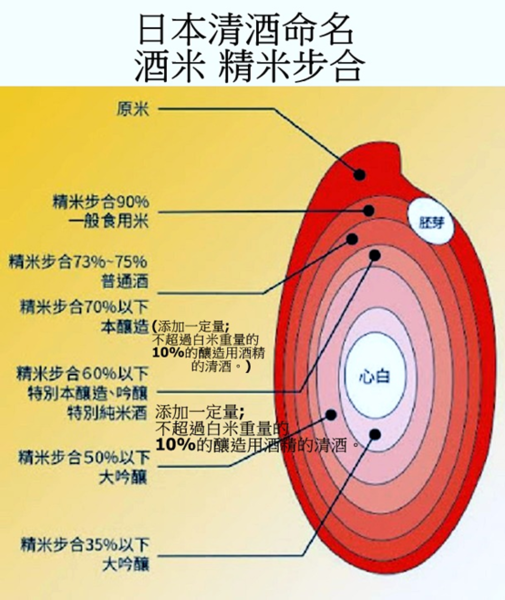
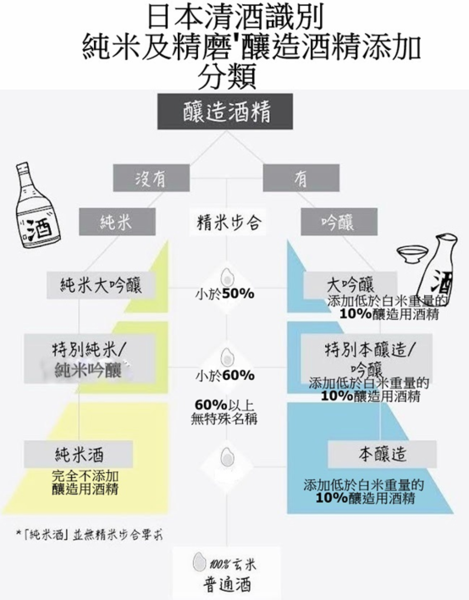
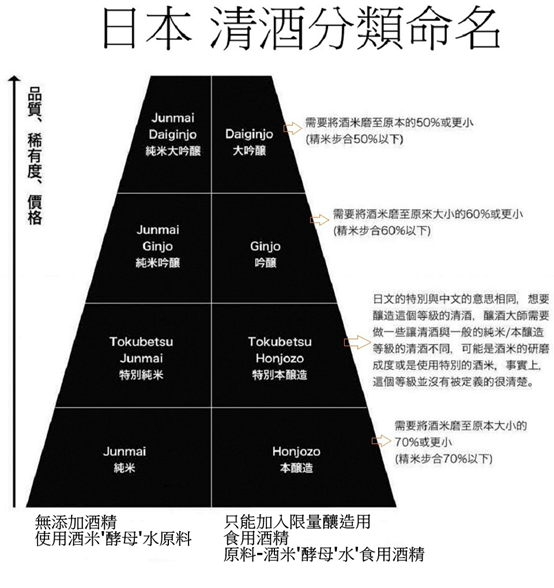
日本清酒的分類 精米步合程度分類 精米步合是區分清酒等級的最主要方式。酒米的外層含有大量的蛋白質和脂肪,給清酒帶來雜味。通過精米磨去外層的蛋白質和脂肪,只留下中心部純淨的澱粉質,會使酒的風味更加洗練。精米步合是指磨過之後的白米,佔原本玄米(糙米-玄米)的比重。 吟釀:精米步合60%或以下(即磨後剩餘的米重佔玄米重量的60%或以下)。 大吟釀:精米步合50%或以下(即磨後剩餘的米重佔玄米重量的50%或以下)。 精米步合60%以上,無特殊名稱。 釀造用酒精添加劃分 添加釀造用酒精是清酒釀造中的一種特殊工藝。一部分清酒會在發酵完成後壓榨之前添加釀造用酒精。壓榨前的清酒發酵液中加入釀造用酒精是一項源於幾個世紀前的古老技術,目的是固定酒的品質,防止腐敗,以及降低成本。根據稅法,「本釀造」必須把釀造用酒精的添加量限制在白米(精米後的米)重量的10%以內,且米的精米步合不得高於70%。少量的釀造用酒精被添加後,酒的香氣會更加突出,在味蕾上的辛口感會更加明顯。本釀造酒也可成為「高品質的酒精添加酒」。未添加酒精的清酒口感厚重,添加少量的酒精會使酒香更華麗,酒體更輕快(不膩)。 純米酒:完全不添加釀造用酒精。 本釀造:添加少量釀造用酒精(低於白米重量的10%)。 酒精添加酒:添加大量釀造用酒精(大於白米重量的10%)。
濁酒 在澄淨階段只用粗布大致過濾的酒款,出來的酒體相對於其他清酒類型,會比較渾濁,顏色偏向乳酸菌飲料。通過酒體渾濁度就能判斷的清酒類型。 濁酒內有酵母的存在。不安分的生酵母在酒內不斷地運動,不斷地發酵產生二氧化碳。所以,基於二氧化碳的存在,濁酒一般需要用抗壓的瓶子來裝。酒中還含有一些酒粕,喝起來帶有一點顆粒感。也是濁酒的一大特色。 山廢酒 古時候,釀酒技術不是很發達,在釀酒時,會將蒸好的米用木棒搗碎,以提升糖化的速度,這個過程被稱為「山卸」,十分浪費體力。而「山廢」,即「山卸廢止」,指的是取消了山卸這個傳統而又累人的工藝,轉而利用酒造空氣中的天然乳酸菌進行較長時間發酵。通過這種方法釀造出來的清酒,就被稱為「山廢酒」。在酒母的階段,山廢法要比速釀法花費兩倍的時間,但使用山廢法所釀造出的酒風味更豐富複雜,酸味更突出,結尾也更乾淨利落。山廢酒屬於濃厚型的醇酒,除了米香外,因為用了乳酸菌進行發酵,所以還帶有一股淡淡的乳酸香氣,非常地特別。
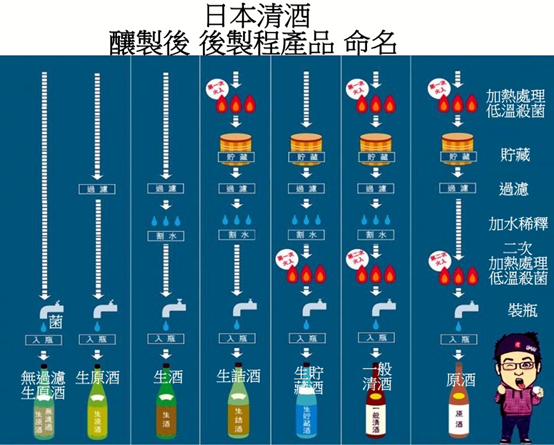
生酒、原酒、生原酒 日本酒加熱處理 低溫殺菌;第一目的,殺菌消毒防止日本清酒變質。第二目的,停止日本清酒內的酵素運作、安定酒質。 生酒 包括生酒(真生酒)、生貯藏酒、生詰酒三種。一般的清酒在釀成後以及裝瓶發售之前,都會分別做一次加熱殺菌處理,以殺死其中的酵母菌。而真生酒,則是「兩次加熱殺菌處理都不參與」的清酒類型,這樣能夠保留清酒最原始的風味。 生詰酒在釀成後會進行一次加熱殺菌,生貯藏酒則是在裝瓶發售前進行一次加熱殺菌。強調;市場上所謂的生酒,其實大部分是生貯藏或生詰酒,都經過了一次加熱殺菌,酒體基本處於穩定狀態,只是酒內也許還有存活的酵母,所以比一般的清酒更容易變壞,冷藏會稍持久,新鮮品嘗為宜。
原酒 日本酒通常會經過加水的動作而這個動作被稱「割水」,目的為將酒精濃度調到酒精濃度15~16度,而原酒就是不加任何一滴水的清酒,酒精濃度約18度上下。稍稍類同生酒。在清酒裝瓶發售之前,為了使酒精度下降至15—17度,一般都會加水進行稀釋。原酒,就是沒有加水稀釋的清酒類型,酒精度也會偏高,大概在17—19度。飲用有微醺感。
生原酒 有生酒的「DNA」,也有原酒的特徵。它是一種既沒有經過加熱殺菌環節,也沒有加水稀釋的清酒類型;類別有生酛無濾過生原酒’山廢無濾過生原酒或是速釀類型。酒精度高達20度,風味濃郁,適合加冰飲用。
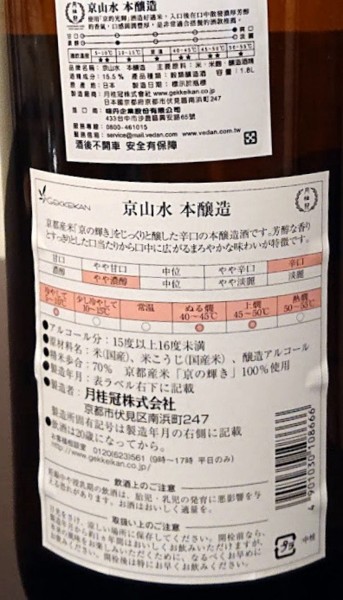
起泡清酒 起泡清酒是瓶內殘留的酵母會自動進行二次發酵的清酒類型。氣泡清酒不僅帶有甜瓜、桃子的誘人果香,喝起來還帶有濃濃的氣泡感,有點像香檳的感覺。 清酒 古酒 經過長期熟成貯藏的清酒,沒有嚴格規定清酒熟成年限,古酒在裝瓶之前,至少需要經過3年以上的熟成。口感圓潤、鮮味十足,類似中國的黃酒。 日本酒的酒標分成兩種:正面酒標、背面酒標。每支酒標示的項目各有不同,有些酒並沒有背標。閱讀酒標大致可推測出酒的味道。 正面酒標上會有規定必須要標示的內容,背標則說明這支酒的特色,或是正面酒標沒記載的一些詳細資訊。背標的內容並非強制規定必須標示,由酒廠各自決定具體內容,或不標示。也有一些酒不但沒有背標,還會刻意不公開相關資訊。夏天推出的酒,正面酒標大多帶有清涼感覺的藍綠色系,冬天適合溫熱飲用的酒,正面酒標則常為紫紅色系的酒標。 正面酒標必有的 9 項目 1.「清酒」或「日本酒」 「品名」 ,證明這瓶酒是日本酒。如果不是日本酒,也就是添加法定日本酒原材料之外的其他添加物,或是超出日本酒規定的酒精濃度範圍,就會標示「利口酒」或是「雜酒」。 2. 原材料名 從含量比例高者依序標記。就是米、米麴。有可能標示在酒標上的原材料為「米」、「米麴」、「釀造酒精」、「糖類」、「酸味料」。除了米和米麴,若有其他添加物一定要在此標示,因此是否添加釀造酒精跟糖類,看酒標就能了解。 3. 精米步合. 特別名稱酒還必須在原材料名旁邊標示出精米步合。 標示米研磨(削去)程度的比例。 以糙米的狀態為百分百,研磨得愈多,這個數值就會愈小。 平常食用的白米(食用米)若以精米步合標示,大約是 90%。不過,精米步合只有特別名稱酒規定必須標示,普通酒不標示也無妨。 日本酒的酒標上常可看到麴米或掛米等字樣;釀造日本酒時,米的用途大致上分為兩種。第一種用途是拿來做米麴;也就是在蒸米中繁殖麴菌,以產生糖化酵素,藉此促進酒精發酵時溶解原料米的功能,這時使用的材料就是麴米。而另一種原料米-掛米(也是蒸米),是在製造酒母或醪時會加入的原料。依照不同的用途會分成不同的品種,精米比例也會不同,因此有很多酒廠會在這個部分特別琢磨。例;米種/精米比例-酒造好適米(不公開)50%,麴米掛米皆同。(酒造好適米精米步合小於50%,掛米精米步合一小於50%。)
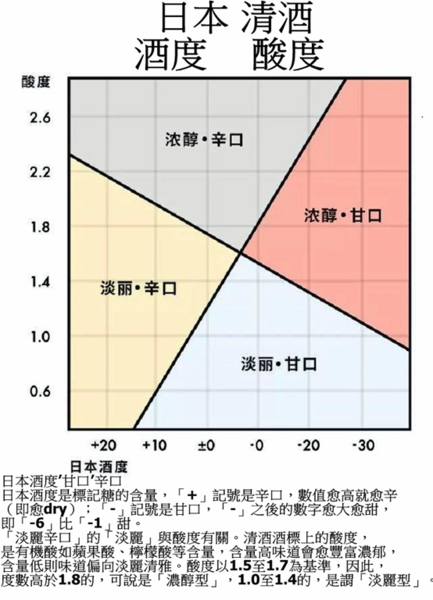
4.酒精濃度 酒中含的酒精濃度。要列入「清酒」的範圍,酒精濃度必須不滿 22 度。超過 22 度的就被視為利口酒或雜酒。 5. 製造時期 製造時期會以「製造年月日」來標示出製造的年份及月份。不過,這裡的日期並不是日本酒製造完成的日期,而是 將釀好的日本酒裝瓶的日期。 例如,平成二十四(2012)年釀好的日本酒經過熟成,在平成二十六(2014)年裝瓶,這個狀況下的製造日期就會標示為平成二十六年。 日期的標示可以使用西曆年,也可以使用日本的和曆。此外, 容器的容量如果在 300ml 以下,也可以省略掉「年月」兩個字(也就是標示為「製造日」而非「製造年月日」)。 6. 注意事項 類似「未成年請勿飲酒」;提醒未成年者不得飲酒的警語。另外,也要標示像生酒保存條件等在飲用上的注意事項。 7. 製造者的姓名或名稱 將釀造者的公司以正式名稱標示。日本清酒"酒造"或"酒藏"。與日文文法相通,"酒造"(Shuzo) 即是造酒的地方;而"酒藏"(Sakakura) 就是造酒’藏酒的地方,意思一樣。日本有接近一千五百個酒藏,它們多是用自家姓氏或家族商店名稱來命名的。酒標所見的"十四代"、"獺祭"、"久保田"是酒造’酒藏為產品系列而命名的"商標",稱之為"銘柄"(Meigara)。一家酒藏用上多於一個"銘柄"。 8. 釀造廠的所在地 標示釀酒公司的地址。 9. 容器的容量 不用日本傳統的「一升」或「四合」等單位,而是以 1.8l 或 720ml 標示。 特別名稱酒及特色酒的標示 特別名稱酒也有一些在符合法律規定要件時可標示的項目。具體來說,像是「特定名稱」、「原料米的品種」、「產地名」、「展現酒的特色的用詞」。也就是說,在特定名稱上會標示吟釀、純米酒或本釀造,而展現酒的特色的用詞則是像原酒或生酒等。 背面酒標;清酒味覺的基本資訊 背面酒標(背標)上通常寫著這支酒的特色,以及讓消費者更了解這支酒的各項相關資訊。 並不是法律規定,每一種酒標示的內容不盡相同。 1. 原料米及使用酵母 標示這支酒用什麼米釀造,在發酵過程中使用的酵母。除了正面酒標外,亦重複標示精米步合。 2. 日本酒度 日本酒度, 指的是跟水相較之下,日本酒中所含的糖分。 在與攝氏 4 度的水同樣比重時,日本酒度為 0,比這個標準輕的話就是正值(+),比這個標準重則為負值(-)。酒精(比重為 0.8)比水輕。如果只有單純的酒精加水,當然會比同樣容量的水來得輕,但實際上日本酒中還含有各種成分,尤其有很多糖分。由於糖比水重,如果含糖量愈多,酒就會愈重。換句話說, 重量上較輕,日本酒度正值愈高,表示這款酒添加的糖分不多;重量上較重,日本酒度為負值的酒,則加了較多的糖。 日本酒度並不是甘口或辛口的指標,因為甘口的甜味是由跟其他口味均衡後決定。例;濁酒這類在酒中有些極細微的米,因為多了這些比水重的物質,會變得比較重。卻一點都不屬於甘口,仍因為濁酒的成分而使日本酒度變成負值(比重高)。由此明瞭日本酒度並非甘口或辛口的指標。 3. 酸度 日本酒中不僅有酒精與糖分,還有各種有機酸類(琥珀酸、蘋果酸、乳酸、檸檬酸等)。這些酸性物質會令人感覺到酸味,而酸度就代表酸性物質的含量。 4. 胺基酸度 除了琥珀酸(Butanedioic acid)等物質外,日本酒中也有胺基酸。胺基酸的含量高,就是容易感覺到酯味(鮮味)的酒。胺基酸度代表胺基酸的含量。 5. 釀造年度 代表是哪一年釀造的酒標示為 BY(Brewery Year)。日本酒的釀造年度跟一般的年期不同,從每年的 7/1 到隔年的 6/30。如果標示為平成 26BY,代表酒是在平成二十六(2014)年 7 月到平成二十七(2015)年 6 月間釀造。 酸度跟胺基酸度最能當作口味參考基準。酒的口味會受到酸味、酯味與其他味道加乘效果影響,也會因溫度而有不同感覺,不能以數值概論。酒背標或許書明酒藏的建議,像是「推薦的品飲方式」,以及酒造認定的甘口或辛口標示。 建議品飲方式有類似「冰飲」、「室溫」、「溫燗」、「熱燗」等項目,各項會以 ▲、○、◎ 來標示,如果冰飲以 ◎ 標示(或顏色強調-high light標示),代表這款酒非常適合冰飲。甘辛口一般則會以「甘口」、「微甘口」、「微辛口」、「辛口」等顏色強調(high light)標示。 日本酒度’甘口’辛口’淡麗’濃醇 日本酒度是標記糖的含量,「+」記號是辛口,數值愈高就愈辛(即愈dry);「-」記號是甘口,「-」之後的數字愈大愈甜,即「-6」比「-1」甜。 「淡麗辛口」的「淡麗」與酸度有關。清酒酒標上的酸度,是有機酸如蘋果酸、檸檬酸等含量,含量高味道會愈豐富濃郁,含量低則味道偏向淡麗清雅。酸度以1.5至1.7為基準,因此,度數高於1.8的,可說是「濃醇型」,而由1.0至1.4的,是謂「淡麗型」。
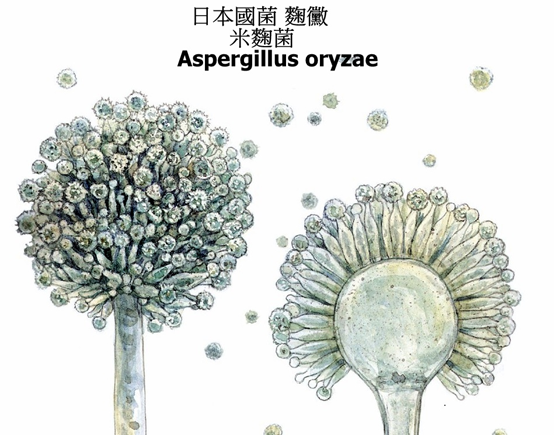
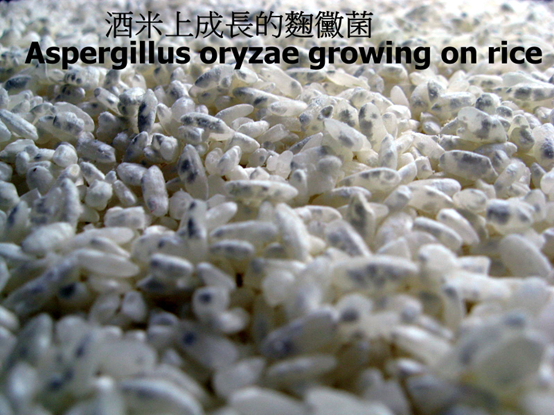
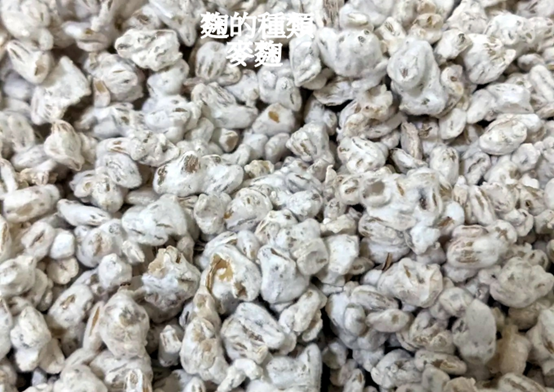
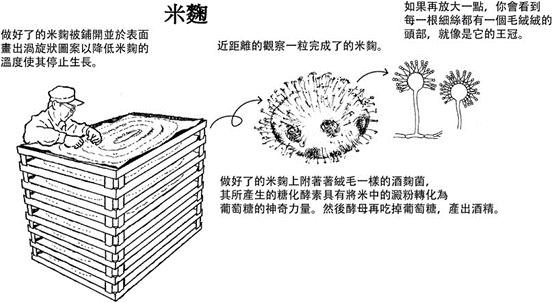
麴與酵母 麴是菌絲密集似絨毯的麴黴菌感染穀物而得到的物質,因此在生長過程中會分泌出各種酶,可以高效率的催化產生澱粉、蛋白質、脂肪等低分子物質。 麴(糀)是以穀物(米、麥、豆等)為原料,在蒸過後讓「麴菌」附著,並放置在容易繁殖的溫度、濕度等條件下培養。麴菌的孢子大小是3〜10μm-微米;1μm=0.001mm。 「麴」,是保留菌種的一種方式,想要釀出好東西就必須要有優良的菌種,以穀物為釀造原料中,通常都必須先「製麴」。製麴就是利用不同的穀類當成培麴的基質,在穀物上接種特定的微生物後,再依菌種對溫度與時間的需求來培育。而以米為製麴原料所培育出來的麴種,包括:米麴、小麴(白殼)、紅麴等,米麴菌又稱米麴黴,屬於真菌界的麴黴屬,其用途也相當寬廣。 麴菌在釀造產業上扮演了重要的角色與貢獻,麴菌能分泌多種不同的酵素;澱粉酶及蛋白酶,將原料中的澱粉液化及糖化、將蛋白質水解成胺基酸等作用,將醱酵物分解成人體易吸收的小分子,還會產生有益的新物質,並賦予產品色澤及特殊香氣。 麴是清酒釀造中的關鍵成分之一。麴是蒸熟的米飯上面培養了麴子或麴黴菌孢子(koji-kin, or koji mold spores)。用麴黴菌種植的米粒。這種神奇的黴菌,其官方科學名稱是米麴菌(學名:Aspergillus oryzae),在繁殖過程中會產生幾種酶,這些酶將大米中的澱粉分解成糖,酵母細胞可以發酵,然後釋放出二氧化碳和酒精。沒有麴,就沒有清酒。就其價值而言,亞洲大部分民族使用麴的飲料。但釀造方法卻大不相同。幾個世紀以來一直用於東方食品發酵,如醬油,清酒和味噌,併產生許多酶,包括澱粉酶,蛋白酶,脂肪酶和纖維素酶。 以米麴菌為主的米麴可釀製;鹽麴、米味噌、甘酒等。以米麴為輔,加上其他菌種可釀製;清酒、米醋、醬油、味醂等。以根黴菌、毛黴菌、酵母菌為主的小麴可釀製甜酒釀等。以紅麴菌為主的紅麴米可釀製:馬祖老酒、紹興酒、紅糟等。 麴菌屬的種類繁多大約有兩百多個種類,其中又以米麴菌堪稱為麴菌屬的代表性菌種。米麴菌又稱米麴黴,屬於真菌界的麴黴屬,在傳統的醱酵釀造上運用最為廣泛,屬於重要的菌種。在日本,米麴菌有著「國菌」的美稱,每家釀造業者都擁有著世代相傳的自家專屬麴種,所釀造出來的產品因各自麴種的差異性,讓口感與香氣上展現出不同的細膩表現,這些特色也變成業者的獨門配方,使得不同的品牌擁有其代表性的風味。
米麴菌通常是與其他菌種共存於麴種中,一起肩負起醱酵釀造的重責大任, 釀造清酒、米醋、醬油、黃豆醬等等。米麴菌能分泌各種不同的酵素,最常被廣泛運用的是糖化酵素(澱粉酶)及蛋白質分解酵素(蛋白酶),所以最常被運用在澱粉豐富的米類及蛋白質豐富的豆類醱酵釀造上,最具代表性的產品有鹽麴及米味噌。 註; 鹽麴 鹽麴(Shio Koji)是由米麴、鹽和水混合,經發酵而成的產物,類似醬油的發酵。發酵過程中,產生三種酵素: 1.澱粉的醣(甜味)分解成澱粉酶; 2.蛋白質的胺基酸(美味)分解成蛋白酶; 3.脂肪分解成脂肪酶。因此,能提升料理到更加美味。 日本製酒常用的麴菌種類; 黃麴菌-Aspergillus oryzae, Aspergillus sojae
白麴菌-Aspergillus Kawachii 主要用於製造「燒酒」。孢子的顏色是褐色。發祥地為九州的白麴,據說由黑麴基因突變而產生。最早九州燒酎使用白麴的原因,是因為黑麴胞子容易弄髒工作服。與黑麴相同的是,白麴糖化過程中產生大量檸檬酸,使得酒體帶有酸度的個性;白麴的風味相對於黑麴來說較為溫和,更能夠保留原物料本身香氣。
黑麴菌-Aspergillus Iuchuensis 主要用於製造「泡盛酒」’制醋和生產檸檬酸。孢子的顏色是黑褐色。據說沖繩是黑麴的發祥地,沖繩泡盛也是使用黑麴進行糖化。黑麴糖化過程中伴隨大量的檸檬酸,以低pH值抑制雜菌生長,也造成沖繩泡盛帶有沖擊性的獨特風味。部分燒酎酒造使用黑麴進行糖化,創造強烈的氣味風格。
紅麴菌-Monascus屬 一種健康食品,廣泛用於製酒、食品上色、烹調和中藥。製造「豆腐乳」「紅酒」「老酒」。製造鮮紅色的麴。
木魚菌-Aspergillus glaucus 用於製造鰹魚乾。具有吸收殘留在鰹魚乾內部的水分、生成美味成分、分解油脂成分的效果。
糀(ㄏㄨㄚ)-米麴; 日本創造的日本國字,為米麴的意思。源自「米上長出的麴菌像開花一樣」之意的漢字。 麴-從中國傳入的漢字,指米、麥、大豆等,所有穀類製作的麴之意。 麴的種類 米麴koji rice- 原料米’黃麴菌。產品;米味噌、日本酒、味醂、醋、甜米酒。
麥麴 使用麴菌發酵大’小麥;原料為麥’麴菌。用來製作麥味噌、燒酒的原料。
豆麴 原料;麴菌’大豆(大豆,黃豆、黑豆均可,端看用途而定)。豆味噌的原料。
酵母-糵(ㄋㄧㄝˋ) 大自然中生長著許多酵母菌,植物、動物、土壤和空氣中都有酵母菌,所謂天然酵母就是指這些源自天然環境的酵母菌。指能發酵糖類的各種單細胞微生物,或許它們不是真菌而是原生生物。酵母屬於真核微生物,除沒有鞭毛外,一般都具有細胞壁、細胞膜、粒線體、核糖體、液泡等細胞器。酵母菌其實不是單指哪種真菌,形態上為「單細胞真菌」的統稱。天然酵母是由多種酵母菌組成的真菌群落,不同來源的天然酵母,因群落物種組成的多樣性差異,會有不同的發酵效果和風味。酵母菌主要以無性生殖的方式繁殖,包含「出芽生殖」或「分裂生殖」,必要時也會進行需要產生孢子的有性生殖。基因工程菌技術的加入,賦予了酵母菌自然菌種所不具備的新特性。例;轉入黑麴黴菌葡萄糖澱粉酶基因的酵母工程菌,能夠更高效的分解利用原料中的澱粉。一般平板培養基上的酵母菌落呈白色凸起粒狀,常帶有酒香味。在自然界中有超過十萬種的酵母存在,彼此又各具有不同的特性。而酵母可謂決定酒類的口感、香氣與品質的最大關鍵,而專用來釀造清酒的酵母稱為「清酒酵母」。 發酵酶(Zymase-酶;催化劑)是一種可以催化糖類發酵代謝成乙醇和二氧化碳的酶複合物。天生就存在於酵母菌之中。發酵酶的活性在不同的酵母菌株之間也會有不同。 歐美體系的酒類多半使用榨汁方式(葡萄、蘋果)、或是使用麥芽糖化(澱粉分解成麥芽糖)取得帶有單糖(葡萄糖、果糖)或雙糖(蔗糖、麥芽糖)糖份的液體進行酵母菌發酵;轉化成酒精。酵母細胞對食物的需求發酵葡萄糖(葡萄酒)。 其他種類的糖(非糖化酵素)不能被酵母代謝。因此,在釀酒中,不同酵母被添加到已經含有糖的液體中。
日本酒與其他歐美酒類最大的不同處,就是需要製麴。酒米本身不帶任何糖化酵素,必須透過麴菌提供分解酵素,將米中的澱粉分解成小分子糖類(雙醣),供給酵母菌生長以及產生酒精。(Koji is one of the crucial ingredients in sake brewing.) 燒酎與泡盛也是使用麴菌分解原料(芋、麥、米等等)中的澱粉,產生糖類酵母菌發酵產生酒精。日本清酒’燒酎與泡盛在發酵過程中同時進行糖化與發酵稱為「並行複發酵」。 日本清酒酒標上「29BY」、「30BY」, 稱作「釀造年度/酒造年度」,是日本酒業界特有的標記方式。「釀造年度/酒造年度」指的是每年7月1日至隔年6月30日的這個區間,使用字母「BY(Brewing Year)」來標記。例如「24BY」指的就是「平成24酒造年度(平成24年7月1日〜平成25年6月30日)」。 酒造整年的行事曆 5月~6月-種米。日本酒的釀造是在5~6月時開始酒米的種植。 7月~8月-酒造年度的起始。播種之後、等待酒米生長的期間,開始準備接下來所有的釀酒用具。 9月~11月-酒米的收成與精磨。酒米在9月時開始結成稻穗,到11月就是酒米收成、研磨的時期。 12月~3月-寒造り(かんづくり)。12月開始,準備進入日本酒釀造工序。天氣寒冷的環境下,細菌較不容易繁殖,所以日本酒通常都會在12~3月這段時間釀造,也因此稱作「寒造り」。經過培養麴菌 → 製作酒母 → 釀造 → 榨酒的程序後,酒釀造完成。在科技日新月異的發展下,也出現了一種稱作「四季醸造(しきじょうぞう)」的釀造法,在能夠控制溫度和衛生條件的廠房中,一年四季全年皆可進行釀造。 4月:貯藏及酒米種植的準備 釀造好的清酒在1~3月會有一部分以新酒的身分被出售,另外一部分則會貯藏起來,放置一年後才再次進行火入(消毒)並裝瓶出貨。 因此,以印有「29BY」(平成29年7月1日~平成30年6月30日)的酒為例,大部分都是在平成30年才真正在市面上流通。看到酒標上寫的釀造年度是前一年的開始釀造時間。 日本酒的釀造遵「一麴二酛(ㄩㄢˊ-酒母)三釀造」,釀造的順序;嚴謹。(編輯自MASUMI SAKE– 真澄(真理之鏡)等公司網頁)
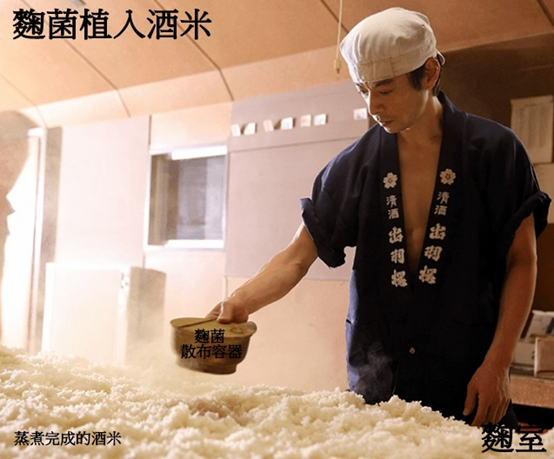
釀造清酒的過程中,前半段包括三個重要的工程,分別是先將澱粉質轉化成糖類的「製麴」,接著製作讓酵母可以大量繁殖的環境的「製酒母」,以及最後進行發酵的「製醪」。清酒術語稱之為「一麴、二酛、三釀造」 (日語:一麹、二酛、三造り / いちこうじ・にもと・さんつくり / Ichi-Kouji・Ni-Moto・San-Tsukuri)。 一 麴 大約會有20%的蒸米被用來做成米麴(酒造釀酒各有不同)將麴菌種入經處理後的酒米蒸米 (稱為「麴米」),麴菌於米粒內進行繁殖,將澱粉質分解成葡萄糖,工程大概需時二天。完成種入麴菌後的「麴米」稱為「米麴」。
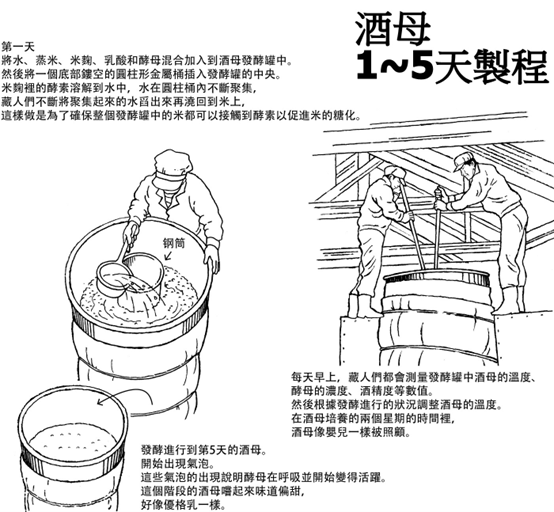
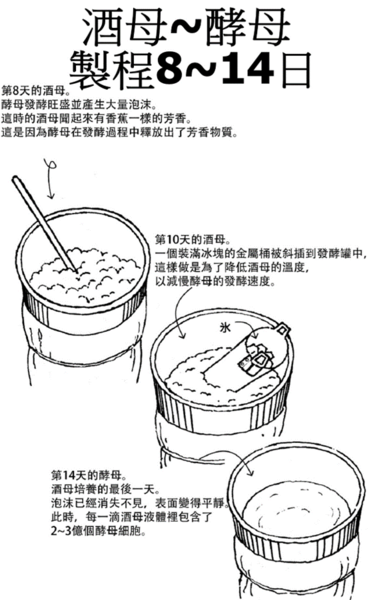
二 酛 酛是酒母的意思,酒麴混上酵母,釀造水及米飯(蒸米)使用木棒攪拌成濃稠糊狀就是酛。而攪拌的這個動作稱為「山卸」。動作是讓木頭去讓米飯破碎讓酵母更好進行糖化產生更多的酵母及讓乳酸菌由空氣進入酛之中而產生酒精,在這邊酵母負責將糖轉成酒精,乳酸菌則是保護整個酒母不受其他雜菌的侵害。有無山卸手續都能有完整的酵母及乳酸產生,差異是精米技術(糙米破碎)與候時,山卸廢止逐漸形成;現代有一種速釀系酛,是額外添加乳酸菌來進行發酵,使清酒會容易趨向清麗風格。 小發酵罐中加入水,蒸米,米麴,酵母和乳酸,便開始了發酵。從米麴中溶解出來的糖化酵素慢慢的把澱粉質轉化為葡萄糖,然後酵母以葡萄糖為能源,產出酒精並快速繁殖。在這期間,一個將雜菌阻隔在外的無菌環境和通過嚴格的溫度管理以限制酵母菌的繁殖速度極為重要。處理得當,14天后每一滴酒母液中將包含2~3億個酵母細胞。酒母的主要目的是在一個小的發酵罐中培養出大量的酵母菌。酒母培育好了之後,會被換到更大的發酵罐中,通過添加更多的米麴、蒸米和水,來增加發酵物的量。 清酒酵母是體長僅有5微米的單細胞微生物。不起眼的微小生物卻承擔著將葡萄糖轉化為酒精的重任。自然界中存在著無以計數的酵母種類,絕大多數並不具備釀造出好的清酒的能力。有系統的推行優良清酒酵母的研究工作,清酒的品質得到了飛躍式的發展和進步。
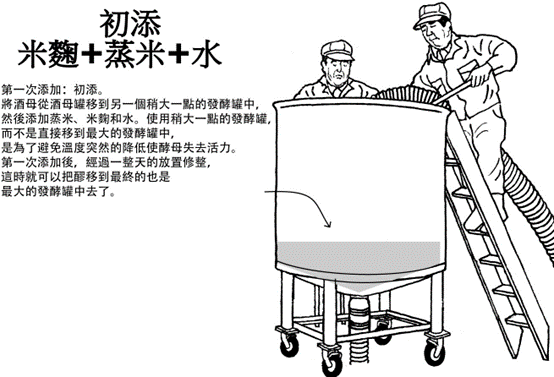
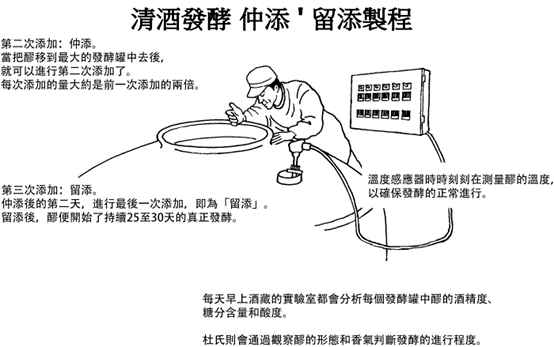
三 釀造 酒母的最後階段,酵母細胞幾乎吃光了所有的葡萄糖,此時進行添加更多的原料。加料需要分3次4天,加入數倍於酒母的米麴、蒸米和水。分3次添加是為了防止溫度的突然降低使酵母失去活力。是清酒釀造的基本原則。加料完成後就開始了真正意義上的發酵。 三段式釀造法 第一天:初添(米麴+蒸米+水)
第二天:踊( ㄩㄥ – 休息日。無任何添加) 第三‘四天:仲’留(米麴+蒸米+水) 最後一次添加完成後,發酵罐中有2.5噸米和4噸水。真正意義上的發酵開始。米麴中的糖化酵素不斷的把米中的澱粉轉化為糖,酵母再以糖為能源生產出酒精。與此同時,清酒獨特的香味成分和風味也於此期間形成。 在酒精發酵過程中最重要的因素毋庸置疑是溫度控制。對清酒酵母來說28度是最適宜的溫度,但是在這個溫度下發酵的速度過快,酒精大量產生,造成香氣和風味成分不足。通過把溫度控制在10~15度之間,激發出醪的內在的潛能。使酒精、香氣和口味達到一個平衡,釀造出好的清酒。
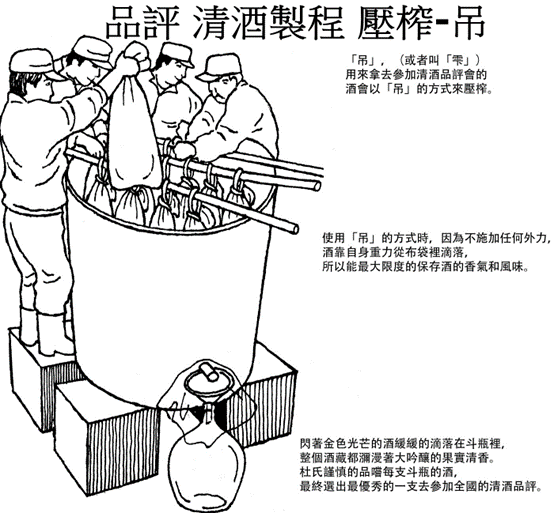
壓榨過濾製程-緩慢為上 酒醪發酵三週至一個月左右後,Moromi(未壓榨前的濁酒)的酒精度已達18~19%,酒香四溢,進行壓榨。 根據酒的不同,使用三種不同的壓榨方法。 品評酒 參加清酒品評會的酒,使用的是最費時費力的「吊」法(或者叫「雫」),是使酒靠自身的重力從布袋中滴落的一種方法。因為不施加任何外力,所以能最大限度的保存酒的香氣。
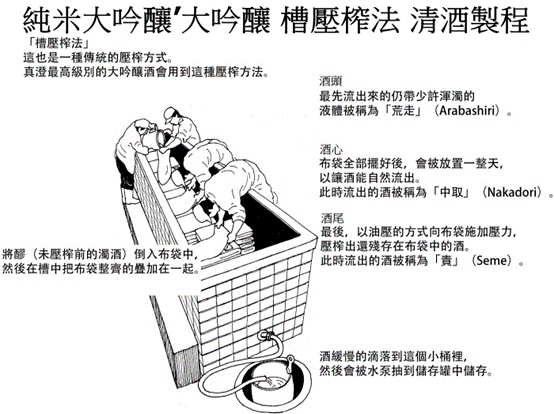
純米大吟釀’大吟釀 槽壓榨法清酒製程 槽壓榨法;使用傳統的「槽榨」法。把Moromi裝入白色布袋中,然後把布袋疊放在叫做「Fune」的深槽中,通過施加一定的壓力把酒壓榨出來。
熟陳 裝瓶 強調清酒新鮮奔放感的季節酒壓榨後裝瓶上市,大部分的酒壓榨過後都要儲存在貯存罐或瓶中熟成6個月至兩年,以等待最佳的裝瓶時機。除了少數生酒,大部分的酒在出廠前都要經過1~2次加熱處理,以殺死酒中的微生物和酵素,使酒的品質穩定下來。添加防腐劑是清酒釀造中被禁止的行為。清酒防止腐敗的方法僅有兩個;加熱處理和低溫保存。蟲式冷凝器’列管式冷凝器相同應用於加熱處理後的常溫恢復。
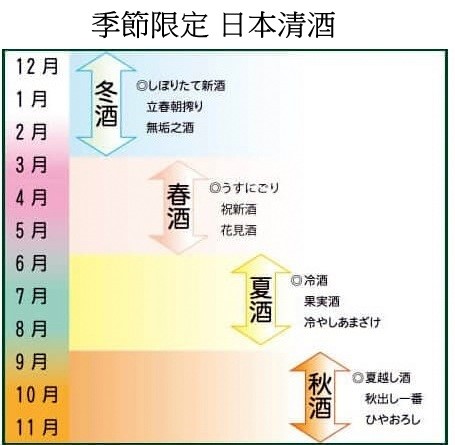
冬~春-初榨酒(しぼりたて)、新酒。 在1~3月釀造好的清酒會有一部分以新酒的身分被出售。在12~1月這段期間,使用當年度收成的酒米立刻釀造、立刻出貨的酒,由於未經長時間存放,風味非常新鮮,只有冬天和春天才喝得到的當季清酒。 夏酒-6~8月夏季限定酒。 從春季到夏季流通的新鮮清酒不經過火,味道新鮮。夏季酒口感清淡,酒精含量降低,感覺到馨酸。甜度,刺激性和酸味之間平衡,感覺到一些苦澀清涼的夏季清酒。夏季清酒,瓶子的顏色是藍色和透明的,標籤上的圖案讓人聯想到夏天(利口米酒)。 秋-冷卸酒(ひやおろし) 9月是冷卸酒(ひやおろし)的出貨。冷卸酒是在前一個釀造年度完成的酒,經過了一整個夏天的熟成,在進入秋天後才開始發售。後面的10~12月也需要陸續進行冷卸酒的出貨。冷卸酒在春天時經過一次火入(消毒),整個夏天放置在陰涼的倉庫中沉睡,到了秋天不再進行’火入’而直接出貨。在風味上十分醇厚圓滑、同時又帶有一絲水潤新鮮,只有在秋天才嘗得到。 冬- 濁酒(泛指未經過濾的釀造酒)-cloudy sake 日本清酒風格的酒,所以可以享受到清酒的獨創性,新鮮感和原始香味,但由於不成熟,可能會感到粗糙。“鮮榨”未燃燒的酵母還活著,如果將其在冰箱中放置一會,它會變得醇厚。可以“鮮榨”的時間從12月到3月中。 釀酒的季節有機會品嚐到新鮮、有活力的濁酒的季節。市面上全年都可以找到濁酒,但這些經過殺菌的濁酒,無法與冬季限定的『生』濁酒相提並論。冬季限定的濁酒含有些許的酒粕,它們比一般的生酒更容易變質,因此;為其他季節找不到這種濁酒的原因。 濁酒種類
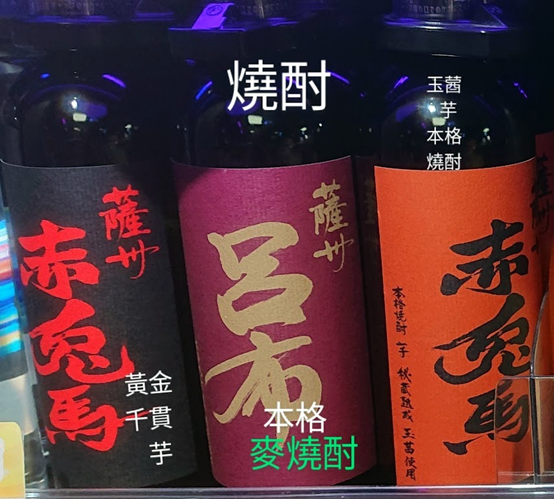
濁酒的種類以酒粕的含量來決定濁酒的種類;非通用分類。 霞 Kasumi 酒粕含量:極少 新鮮生酒蒙上一層潔白薄醪,流溢著哈密瓜清香,在舌面上的微氣泡感雀躍地跳動著,紮實的米旨甜味和爽快的酸味搭配和諧,更添風味層次。 澱絡-不除渣起泡米酒 Origarami 酒粕含量:薄薄一層的酒粕沉澱於瓶底。 濁Nigori 酒粕含量:大約有一公分厚的酒粕沉澱於瓶底。 自然瓶內二次發酵後保留輕微渾濁感。發酵後未經除渣程序,殘留瓶內的渾濁成分與酵母發酵所釋放的天然而細緻的氣泡相融合,釀造出清爽而綿密的口感。較低的酒精度、恰到好處的酸與甘味呈現平衡感。 泥 DoroDoro 酒粕含量:約為酒瓶高度的1/4厚。 外觀:完全的乳白色,可以看到米的形狀。 燒酎-中國 日本 韓國 琉球泡盛;東方蒸餾酒。 酎,源自中國上古漢語,指經過二次以上製造過程的烈酒。在中國元代時,則出現燒酎這個名詞,燒,則是形容它的口感辛烈。它相當於現代漢語的燒酒,在日本及韓國地區都仍在使用這個名稱來稱呼以他們的傳統蒸餾酒。 日本燒酎 日本酒稅法中,符合以下定義的含酒精飲料,就可以稱為燒酎: 1不使用發芽穀類來釀造(與威士忌區隔) 。 2不使用果實(椰棗例外)來釀造(與白蘭地區隔) 。 3除了黑糖燒酎之外;不使用砂糖、糖蜜來釀造(與蘭姆酒區隔) 。 4不使用白樺炭來過濾(與伏特加區隔) 。 5蒸餾出的酒精不得添加其他成分調味(與琴酒區隔) 。 6在進行蒸餾時,不能加入其他用途的添加物。 7連續式蒸餾的酒類,酒精濃度不能超過36%,會保留更多製作原料所擁有的獨特風味,味道會更加的豐富。單式蒸餾法製成的,酒精濃度必須低於45度, 無色透明、味道也比較單純無雜味。本格燒酎和泡盛屬於乙類燒酎,瓶身上通常會分別標有「本格燒酎」或「泡盛」的標籤,標誌著瓶中之物是使用在日本發展了數百年的古法所釀造且蒸餾出來的。製法使用結構簡單的單式蒸餾器進行一次蒸餾所製成,使原材料的風味得以融入蒸餾出的酒液之中。 日本以燒酎的釀製方式,大致分為甲類和乙類。簡單而言,甲類就是經過多種蒸餾後的製成品;乙類則為只進行一次蒸餾的製成品;但在銷售層面來講,則既有純甲類、純乙類;或以不同比例的甲、乙類製成品混調而成的混合酒。 日本燒酎的製造技術最早來自於泰國,經琉球群島以泡盛傳入。其歷史還可以往上追溯到中東亞力酒。出版於1534年的《使琉球錄》中,中國使臣陳侃記錄了琉球群島有一種稱為南番酒的蒸餾酒,與中國露酒類似。 日本本島中,南九州地區是最早製造燒酎的地區,在長崎縣壹岐島與伊豆諸島等地皆有出產。江戶時代後開始出現運用手邊的小麥、番薯等相對較為廉價的原料開始製作,也為現今的燒酌打下了基礎。一般來說,燒酎的原料,可以使用大麥、地瓜、蕎麥或稻米來發酵製成。但是也有利用紅糖、栗子、芝麻,甚至於胡蘿蔔等來製造的。日本燒酎的酒精濃度通常為25%,高於清酒或紅酒,但低於標準的威士忌或伏特加。也有一些酒精濃度達35%的燒酎,這種燒酎大多用於料理,或是混合其他飲料作成調酒使用。 原料產品命名的燒酒 泡盛 沖繩縣獨有的燒酌種類,使用來自泰國的在來米為原料。一般製作燒酒時使用的都是白麴,唯獨泡盛使用的是黑麴(白麴的祖宗)。酒精濃度在25%上下,最高到43%。非常爽口,且帶有十分香醇的香氣。「古酒」的泡盛,是放置超過三年以上酒,味道更加的柔和利口。 米燒酒 燒酌在製作上,大部分都還是需要透過糖化原料,糖化原料就需要先使用米來製作米麴,芋燒酌、麥燒酌等都是使用米麴為基礎製作的燒酌。米燒酒是十分注重米原料的一個種類。米燒酒香醇濃厚為特徵;近期研發出較為清爽的種類,比起傳統的米燒酒更好入口。 麥燒酒 主原料大麥,味道更為單純且純淨,是大眾比較能夠接受的燒酌種類。麥燒酌產地也以九州地區最為有名,並以長崎縣壱岐島以及大分縣為代表。 蕎麥燒酒 蕎麥的果實為原料製作而成的燒酌,具有獨特的為味道,屬於較為柔和且有點甜味的燒酌。主要以蕎麥生長地長野縣以及北海道最為有名。清爽易入口,卡路里相對較低,受到女性或者是在意健康的人喜愛。燒酒酒精濃度較高,喝燒酒的方式以加入冰塊(稱作on the rock,日文寫作ロック)或是兑水(日文寫作水割り)方式,但喬麥燒酒卻是混合了蕎麥水提升燒酒和蕎麥的美味,喝起來更加溫順利口。 芋燒酒 基本款的燒酒。芋在日文中指的是番薯,使用的原料是糖分較高的番薯,喝起來可以感受到較為強烈的甜味以及濃厚的香氣,有特色、且有其獨特的香氣。原料產地以鹿兒島以及宮崎縣南部等九州地區為主。 黑糖燒酒 黑糖為原料製作成的燒酒。黑糖的製作方式是甘蔗熬煮後,將不純物質去除凝固而成。用的原料少見特別,釀製的黑糖燒酒喝起來並沒有一般燒酒的強烈香氣,滑順好入口。黑糖獨有的甜味、讓黑糖燒酒更加清爽、舒服。黑糖燒酒的生產地目前只有鹿兒島縣的奄美諸島被認可,酒窖大約有30間,是相對稀少的燒酒種類。
|
|
| ( 休閒生活|雜記 ) |