字體:小 中 大
字體:小 中 大 |
|
|
|
| 2020/02/27 09:07:49瀏覽5301|回應4|推薦90 | |
雪國的春天,真的來到了人間?
蘇東波曾推崇萬物對於季節之敏鋭,甚於萬物之靈的人類。他在流傳千古的「題惠崇春江晚景」一詩讚道: 竹外桃花三兩枝,春江水暖鴨先知。 蔞蒿滿地蘆芽短,正是河豚欲上時。 春天來臨卻是萬物先行感受到了。桃花的紅、竹和蘆蒿的綠、江水的藍、群鴨的黃,五光十色交織出現,既趕走了冬天寒冷的灰白,又不停地游動著。這時正是河豚要從大海游回,逆江而上產卵的時節。春風初拂,大地復蘇,冰溶雪釋,水溫鴨知。在岸邊悶了整整一個冬季的鴨羣,早已按捺不住,搶着下水嬉戲了。所以「春江水暖鴨先知」,成為春回大地的信號,形象生動,意妙而自然。 圖為京都東寺内所見的春鴨戲水
當我們驅車往訪小千谷的「錦鯉之鄉」,一路上樱花綻放;到達之後,在觀賞池、室外池都看到了神氣活現、精神抖擻的錦鯉,摇頭擺尾,好像在向睽違許久的朋友致意;此時心頭不由得一震-原來春天,早已降臨雪國,不久前還千里冰封的世界,好像都已動了起來。
[錦鯉之歷史] 庭樹不知人去盡
秋春還放舊時華 多情唯有池中鯉 猶為離人護落花 這是明朝劇作家湯顯祖在他的代表作「牡丹亭」中的詩篇,以錦鲤隐喻念舊多情而不離不棄。此劇創作於1598年,足見養殖錦鯉作為庭園觀賞之用,在明代的上流官宦社會已極為普遍。
錦鯉的歌詠,也早見於唐宋諸大家的詩歌詞賦之中。例如唐代陸龜蒙的詩作便有「絲禽藏荷香,錦鯉繞島影」之名句,勾勒了錦鯉荷池之美;宋代蘇東坡也曾在「水龍吟」一詞中寫下了「珠粳錦鯉, 相留戀,又經歳」這様的經典。 北宋名書畫家劉窠的作品「落花游魚圖」(見下圖,美國聖路易斯美術館藏,公共領域) 中的宋代錦鲤,底部純白而背部泛红,應是野生而非人工繁育的品種。
錦鯉自古就被中國人視為吉祥之物,舊時通常被飼養於寺院、園林的池塘中,寓意吉祥富泰。下面三圖為2017年造訪上海豫園時所見園裏飼養的中國錦鯉,好個「錦鯉繞島影」的寫照!。
錦鯉 (Cyprinus carpio haematopterus) 在生物學上屬於鯉科(Cyprinidae) ,是由鯉魚經長期選育而產生的突變種。由於色彩斑紋美麗,體形碩長,姿態矯健,温和高貴,成為風靡世界的一種高檔觀賞魚,有「水中活寶石」、「會游泳的藝術品」的美稱。 錦鯉和金魚一樣,都是人工選育的典型。它們的始祖是亞洲地區原產的鯉魚和鯽魚。金魚在中國被培育得千姿百態,而鯉魚從原產地中亞細亞傳入中國,在中國宮廷技師的培育下改良為錦鯉,也是仿照金魚。錦鯽的改良體系進行的,後來傳到日本,在東瀛發揚光大。 日本錦鯉的起源地為日本新潟縣古志郡的山古志村、魚沼村等二十村鄉,現今已成為小千谷市的一部分。大約二百年前,在水稻田內工作的農民發現有些鯉魚身上出現較光亮的色彩,於是捕捉它們回家飼養,並開始有系统地進行品種改良和交配。許多的錦鯉色彩模式建立於19世紀,如最早的「紅白」。但直到1914年,當新潟錦鯉在東京大正博覽會展出,並作為禮物贈送給皇太子(後來的昭和天皇)後,外面的世界才開始對日本錦鯉有所了解,從此傳播到全球各地。每年十月至十二月,來自全世界的錦鯉愛好者會群集此地,一為選購自己喜愛的錦鯉,二來瞻仰聞名於世的錦鯉發祥地。今天小千谷的錦鯉享有很高的盛名和評價,正是因為小千谷農民不懈的研究改良,加上雪國的清澈水源和傳統的飼養技法的配合下,才有如此卓越的成就。 下二圖為新潟古志郡山古志村的梯田與錦鯉池 (摘自Wikipedia)。當地是有名的雪國,一年之中有一半時間被大雪覆蓋。春來雪融化成山泉注入梯田或蓄水池,成為春耕之前培育真鯉或變種鯉之所,待長成成魚後再轉移到池塘飼養。除了觀賞外,真鯉還是農民重要的食用蛋白質來源,池塘裏產卵孵化後的幼魚也會放入稻田自然的環境中飼養。人魚之間如此密切的關係構成了二十村鄉獨特的風情,從注意到自然引起的魚體顏色的突變,到進一步品種交配,到深入探討人工繁殖,村民們與時倶進,將培育錦鯉進化到追求完美藝術品的境界。真是小鄉村,大志業也。 近年來,中國、馬來西亞、新加坡、以色列等新興國家異軍突起,飼養水平與產品競爭力直逼日本,有力地衝擊了日本一家獨大的市場格局。然而由於錦鯉發展的歷史比較短,所以它所產生的後代不像其他動物遺傳比較穩定,長期來看,研究發展起步早很多的日本 (尤其是新潟) 仍有顯著的優勢。
[錦鯉之生態] 錦鯉也是長壽的象徵,一般壽命約25至35年,在人工照顧下壽命可長達70年,但日本有一隻養在奥美濃白川村之郷的錦鯉「花子」 (Hanako) 活了226年 (1751-1977年),生存超過2個世紀,成為魚界的「人瑞」,這使得錦鯉成為自然界中繼鯨魚、烏龜、蜥蜴之後的第四長壽的動物,也是淡水動物中活得最久的一種。花子的實際年齡是由分析魚鱗得知,就如同樹木的年輪一般。錦鯉從春季到秋季生長,並在冬季停止生長。因此,鯉魚鱗片具有與樹木相同的年輪,通過計算這些年輪可以確定年齡。
在花子走後,人們猜想它長壽的原因是「生活在清澈乾淨的山泉水中,以及擁有足夠的關愛與照顧」。
錦鯉花子攝於1971年 (取自全日本錦鲤振興㑹網站)
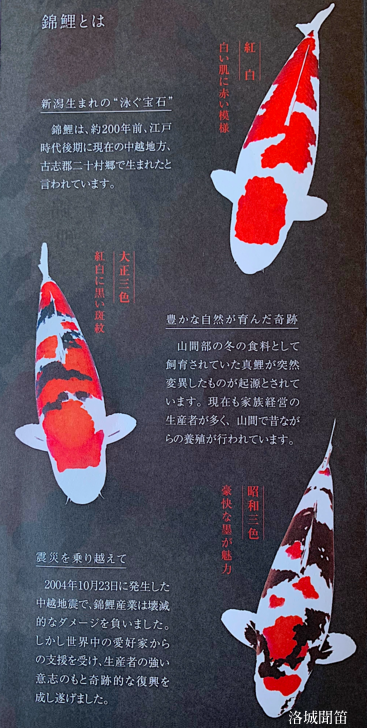
錦鯉性温和,喜群游,與同伴和平相處,没有好鬥出頭的問題。雜食而不偏食,一般軟體動物,高等水生植物碎片,底棲動物以至細小的藻類或人工合成的顆粒餌料都是它的食物。對水溫、水質的要求並不嚴格,是非常容易飼養的寵物。只要注意避免水温、水質的驟變,供足氧氣,就萬事OK了。 錦鯉身姿優雅,活力充沛,自在遨游,無聲無息,可以觀賞,可以解悶,又由於壽命較長,可以成為一生的好友。如果養隻貓狗,忠則忠矣,15載的天年一到,就得哭哭啼啼地告别,像錦鯉這樣高貴、忠實、長壽的伙伴,要上那兒找呢? [錦鯉之特徵及賞點] 判定錦鯉之美的標準可分體型,色彩,斑紋這三個基本面。 各種品種的錦鯉的欣賞共通處,也是最關鍵之處是看體型,背部挺直,魚體圓潤均衡為要。其次再看色彩的絢麗鮮明和斑紋的對稱匀稱。還有魚體的光澤以及魚鱗排列的整齊等,都是品味鑑賞的重點。 錦鯉的色彩包括一到三種下列的顔色:白、黃、橙、紅、黑和藍。顏色可有或無光澤的。儘管圖案變化無窮,但最好的是頭頂的圓形小斑點和背部階梯石狀的圖案。魚鱗可能有或無,或大或小或者有皺褶、如同「鑽石」圖案一般。 經過多年來的交配育種,錦鯉習慣上以其花色 (不同的色彩、圖案和魚鱗)或出現的年代來命名。按全日本錦鯉綜合品評會的分類,概括為13個品系 (其中「紅白」、「大正三色」和「昭和三色」三品系,為錦鯉中之極品,號稱「御三家」): 1. 紅白系。白底上有紅色花紋。是目前評價最高的錦鯉。
2. 大正三色系。白底伴有紅色和黑色斑紋。
3. 昭和三色系。黑底上有紅色和白色斑紋。
4. 寫鯉系。黑底上有白色、黃色和紅色花紋。
5. 淺黃、秋翠系。淺黃是背部深藍或淺藍色,並呈現網狀花紋; 腹部、各鰭基部呈橙紅色。德國系統的淺黃 (背部鱗片較大,餘同) 則稱之為秋翠。
6. 光澤系。全身俱金屬光澤的單色錦鯉。 如下列之山吹黄金。
7. 花紋皮光鯉系。具有金屬光澤、有花紋的品系。
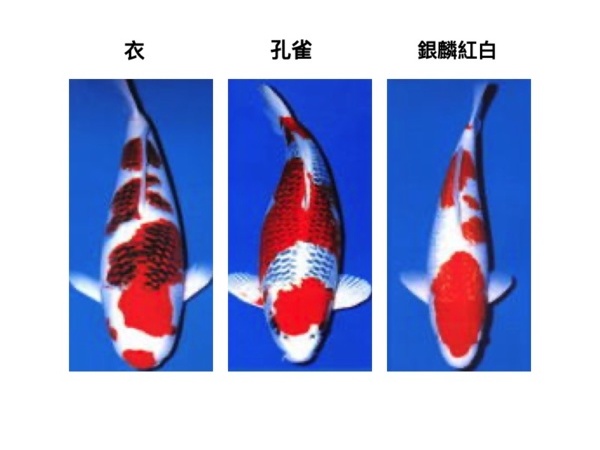
8. 光寫鯉系。由寫鯉類與黃金鯉雜交培育而成,實際上是寫鯉罩上了一層金屬光澤。例如下列之孔雀品種。
9. 別光系。在白底、紅底、黃底上有黑斑的錦鯉。
10. 衣類系。紅和白色並覆蓋有藍色或銀色。係紅白或三色與淺黄交配培育而成。
11. 變種鯉系。由基本種變異而來的一大類錦鯉。
12. 丹頂系。大部分為白色,大部分為白色,僅頭頂部正中有紅色斑塊,
13. 金銀鱗系。身上有閃閃發光的金色、銀色鱗片。
《錦鯉御三家》
「紅白」(上)、「大正三色」(中) 和「昭和三色」(下),為錦鯉中之極品。
[小千谷錦鯉之鄉] 小千谷市是錦鯉的發源地。小千谷市的錦鯉之鄉是介紹錦鯉的歷史,讓更多人們可以觀賞到錦鯉的世界唯一的展示設施,藉著當地養殖廠商的共同贊助,為高貴的錦鯉推廣並促銷。 品種改良後的錦鯉是從春天開始到秋天在産地的泥土池中飼養。由於面積大而池水多不清澈,所以不能在近處觀賞到美麗的錦鯉。因此小千谷市為方便訪客隨時可以觀賞到錦鯉,並得到充分的資訊,就在1989年10月建立了「小千谷市錦鯉之鄉」。觀光設施包括了資料展示館、觀賞樓與一個日本庭院和室外池。冬天的日本庭院由於大雪的緣故並不對外開放。 「小千谷市錦鯉之鄉」大門口的迎賓旗幟随風飄揚。
《鯉仙人像》 騎錦鯉,躍龍門。
《小千谷錦鯉之鄉的錦鯉品種》 小千谷錦鯉之鄉中所展示的錦鯉,全部是從小千谷市內的生產者中購買而來,年齡從3歲到30歲,身長由50厘米到超過1米的錦鯉,大約有40多種是代表性品種。除了上述的御三家 (紅白、大正三色如昭和三色) 之外,以下列出幾種館内的錦鯉的代表性品種,各有各的特色。
體型較小的幼魚先在入口處的曲水槽内飼養著。
《資料展示館》
錦鯉可以像金魚,熱帶魚一樣在水族箱裡飼養,一則節省空間,二則對温度管理和健康觀察會比較容易,所以在年輕的族群中越來越普遍。不過缺點是水族箱的尺寸大小會限制錦鯉的身長。
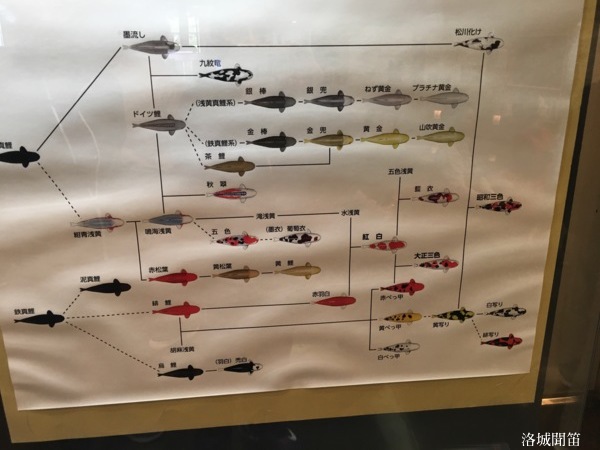
品種改良途徑一覽圖
館方説總是維持著約100多條的錦鯉在這個室内觀賞池内,此池内的魚只供觀賞而不出售。眾鯉體態婀娜多姿,優雅娉婷,逍遥自在,悠遊浮沈,其中不乏高貴品種血統,如御三家之流者。
浮魚吐浪,成群穿波,或潛游尋覓,或橫流而過。或張口唼喋,或擺尾洄泳。
或聚或散,暢泳自然;自由嬉戲,往來穿梭:相互追逐,一閃而過;千姿百態,生動活潑。
突然有人餵食,飄來一、兩三片米果,引來群魚紛至爭銜,頓覺水波翻然有聲。
有好康的!爭走相告,瞬間聚焦落食,眾家活寳蜂湧而到。
宛如比武招親一般,你推我擠,先搶先贏,管他什麽風度和優雅。
「救命啊,我快脱水了。」
「嘿,拜託,分我一點點就好。」
吃乾抹淨之後,又是風平浪静。
魚為食鬥的場面,看看視頻比較精彩。 《日本庭園》 由四個池塘、二個瀑布以及三座小橋組成。在4月中旬到11月的這段時間,從各個養殖場借來的錦鯉會放在池塘裏迴游,色彩炫麗,光耀奪目,與春夏秋季不同的花草紅葉相互輝映,真是賞心悦目。
相較於中國庭院裏的錦鲤體多素色,此地錦鯉艷麗而花俏。
《鯉魚旗》 室外旗桿上高高懸掛著一黑一紅兩面鯉魚旗,迎風飄揚。根據日本的傳統,鯉魚旗是用布或綢做成的空心鯉魚,黑色代表父親,紅色代表母親。如家中有男孩,則再追加青藍色於下方。有子祈福,無子求子。 日本人慶祝5月5日男孩節( 日語叫 「子供之日」),家有男孩的,則在此日懸掛鯉魚旗。此風俗始於江戶時代,原是農曆端午節 (現改為陽曆5月5日) 的風俗,以祈禱家中男孩早日成材,相傳和中國《後漢書》裏的 「鯉魚跳龍門 」典故有關 。據說天底下的黄鯉魚每年季春都要聚集在黃河的龍門山底下,如果能逆流而上,躍過斷門處的瀑布,就能雲雨隨之、天火焚之尾而化為龍。鲤魚原是中國流傳最廣的吉祥物,因此日本人認為鯉魚是好運的象徵,為了祈禱上天照看好自己的孩子,所以立起鯉魚旗以引起上天的注意。日本人也相信鯉魚最有精神和活力,希望家中的男孩都像鯉魚那樣有元氣,因此這一天又稱為「鯉鱼日」。 有關鯉魚旗題材的情節曾在出現在很多日劇當中,像是蠟筆小新、名偵探柯南、棋魂、哆啦a夢、櫻桃小丸子等等。
從1988年起,在每年的4月29日至5月5日間舉行的「鯉魚旗相模川暢泳」,大約會有1,200條的鯉魚旗成群的飛揚在神奈川縣相模原市的相模川高田橋上端。這個祭典活動就是配合男孩節,為祈求小孩子成長為國家棟樑的儀式。號稱全日本規模最大,飛揚在高空中的鯉魚旗,是相模市民、甚至是日本人民寄予希望的所在。
圖為相模川上的鯉魚旗會 (摘自Wikipedia)
[小千谷織物工房] 很巧,「小千谷織物工房」就位於「小千谷市錦鯉之鄉」的對面,兩者遥遥相望。因此造訪起來,省時省力。
入口
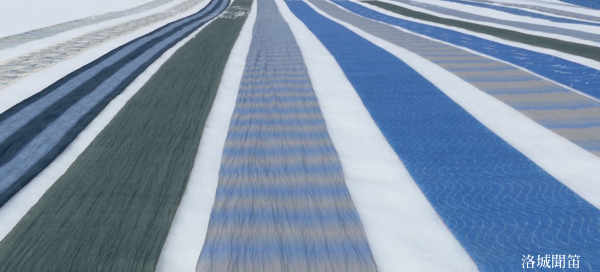
錦鯉之鄉,新潟縣小千谷市是一個擁有40,000人口的小鎮,擁有秀麗宜人的景色,兼具醇厚文化的氣息;也是眾所周知的傳統工藝品「小千谷縮」、「小千谷紬」 的故鄉。 《小千谷縮》 「小千谷縮」(Ojiya Chijimi) 是一種由苧麻或亞麻製成的麻織布,質料好重量輕,相當適合在日本潮濕的夏季使用。因為這種布料集中在新潟縣小千谷市及周邊地區生產,故名「小千谷縮」,成為當地農民冬季的副業,至今已有千年的歷史。因為麻線在空氣乾燥時很容易折斷,生產過程中必須保持一定的濕度。該區域由於冬季中被積雪包圍,可以保持適當的濕度而成為適合生產的環境。 最早它叫做「越後上布」(Echigo-jofu),自古就是一種奢侈品,通常被作為禮物上貢給幕府將軍和皇室,所以稱為「上布」。紡好的麻紗染好色,吊在雪中晾曬。織好的布再用雪水漂洗,最後再在雪上曝曬乾燥。這樣織出的縐紗在夏天穿格外涼爽,但是布還是平面的。雪上晾曬 (謂之「雪曬」) 通常需時10-20天,利用雪蒸發產生的臭氧的漂白作用,除去多餘染料,並賦予織物天然「縮」意。 「小千谷縮」的原料之一-苧麻 (摘自Wikipedia)
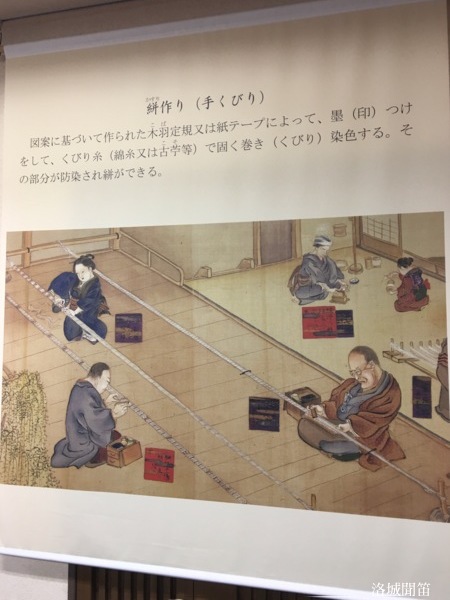
江戸寛永10年 (1670年),明石藩浪士堀次郎將俊前來小千谷定居後,將「越後上布」的製作方法加入「明石縮」 (Akashi chijimi) 的技術,改良而將其產品命名為「小千谷縮」。首先他在紡麻紗時,加强了緯紗 (與布走向垂直的紗) 捻扭的强度,而經紗 (與布走向平行的紗) 則保持鬆弛, 如此織出來的麻布就起了有如波浪的立體褶皺。正但因為是立體,所以不沾皮膚,透氣通風。接著在染布之後,他又加了一道熱水 (40℃,用手揉或腳踩) 揉洗的程序,降低麻線上的不平整,使布料縮成了微皺,觸感更加柔軟而不變形。雪曬後,顏色典雅,質感完美,一個驚艷江户時代的劃時代織品-「小千谷縮」於焉完成。 堀次郎將俊又引進了條紋、圖案和花樣的設計,織出來的麻布更贏得市場喜愛,有口皆碑。於是「小千谷縮」的技術很快傳播到鄰近的魚沼地區,產銷蓬勃發展,在江戶時代達到頂峰,年產量約為20萬卷。 值得一提的是,「小千谷縮」提供了雪國婦女撐起一片天的角色,將技術從上一代傳給下一代,母傳女,婆傳媳,歷二百年而不衰。然而,隨著明治時期(1868-1912年)之後現代機械的引入,手工生產量開始下降。幸運的是,傳統技術得以保留下來,如今小千谷市仍用手工生產高品質的麻紡織品。 下二圖為陳列出來的古籍上所載的部分「小千谷縮」製作工法:
「小千谷縮」有清爽涼快、透氣散熱、天然抗菌的優越性,用途廣泛,穿起來挺中帶軟,有點微皺又不太皺,既時尚又高尚。可作夏天高檔的服裝產品 (包括西服及和服)、帽子、被套、褥墊、牆布、門簾、背包布等。很多著名的温泉旅館酒店榻榻米上的墊子、被單、枕頭套,使用的就是日本第一的「小千谷縮」麻布。 「小千谷縮」也就是川端康成在「雪國」中提到的一種在雪天裡紡織的苧麻縐紗-「白縮」,專門用於製作夏季和服禮服。 (下圖摘自Wikipedia)
小千谷縮沿襲距今千年的「雪曬」古法工藝,在1955年被指定為重要文化財第一號。幾個世纪以來,由於「小千谷縮」和「越後上布」已成為文化自豪感的發源地,也是增強社區認同感的重要工具,因此在2009年,雙雙被登録為世界無形文化遺產。 《小千谷紬》 從江戶時代中期開始編織的「小千谷紬」是將蠶蛹抽出絲,然後運用「小千谷縮」的缩布工法來染色、織布、熱水揉洗、晾乾後拍打成柔軟光滑如絲綢,且具有真绵般的自然質地的獨特柔和觸感的產品。這是傳統的技術與新設計的合,創造出了新的質感,獲得了很高的評價。
小千谷織物工房共有二層樓:一樓是「織之座」體驗館,二樓是成品展示及販賣部。
小千谷市的驕傲。
古董的織布機,又叫做地機,將準備好的經紗(Tateito或Wart)與圖案化的緯紗(Yokoto或Weft)一一匹配,精心進行編織。據說來回動了900次手就編織了一個尺碼。完全手工,是以前婦女在家中地板或榻榻米上的副業。
真正操作時,手要動,腳得踩,傾力摇擺,連腰都要動起來。
下圖内的織者並非真人,而是蠟人,栩栩如生。人機幾乎貼地操作,還原古代的織布機操作情景。背面牆上海報展示了冬天雪上曬布的情景,乃是雪國特有的風情畫。
來時寒冬已盡,雖然没能親眼目睹雪曬美景,但看此圖片,已經值回票價。
簡報参觀之後,上了二樓。看到「匠之座」販賣店,瞎拼的機會終於來了。
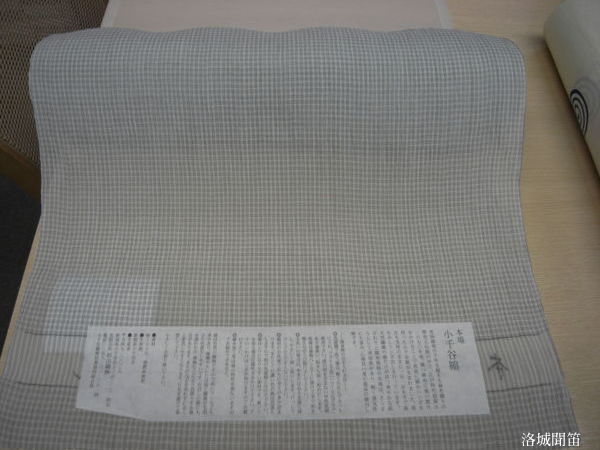
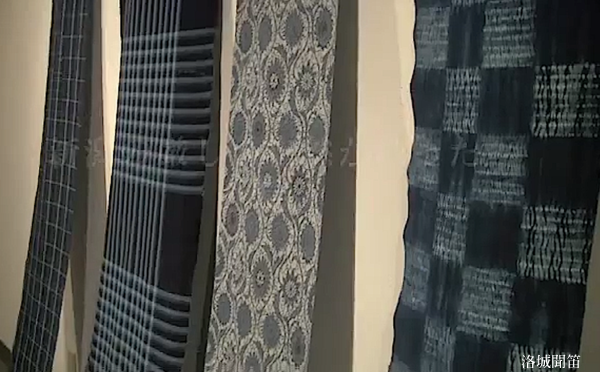
「小千谷縮」布料
麻布薄如蟬翼,可以選擇喜歡的布料來量身訂作各種款式的西服或和服。
下圖左這套武士的朝服在夏天覲見將軍時可以派上用場,微皺而薄,在江户悶熱的夏天穿起來一定很涼爽。下圖右為女性朋友清谅一夏的和服。
「小千谷紬」布料
這幾款麻織圍巾男女皆適用,雖然單價不貲,可是識貨的人太多了,仍然供不應求。看來有人「購」性大發,家中每個兒子、女兒、媳婦、女婿,各買一條,人人有獎。
這款縮帽好像深受老人家喜愛,要價12,000日圓,限量出售,也是秒殺。過後有同行者馬上戴著出遊,人人稱讚,向隅者紛紛扼腕歎息。
有人說,「小千谷縮」的麻布堪稱是世界上最完美,穿、用起來最舒服的布料,你相信嗎?當你來到了小千谷織部工房,親自摸上一把,就會服了。麻絲當然硬,但是為什麼小千谷縮的麻布會硬中帶柔?有耐心的職人,用心地把麻絲捻了又捻,讓它凹凸不平地「縮」成一長串,再去上色。上完色,織成布後,倒入熱水揉搓,皺紋更纖細;雪曬之後,更是「縮」得又輕又薄又柔軟,製成衣服或被單用起來,不沾皮膚,幾乎感覺不到它的存在;皺中帶直,永遠成形,熨斗惜無用武之地。
[朝日酒造] 朝日酒造位於新潟縣長岡市,由平澤興三郎在1830年創業,始名「久保田屋」,開始生產清酒。在1920年時,朝日酒造株式会社成立。近年來已將建築和設備全部逐步翻新,以符合現代化和品質管理的要求。
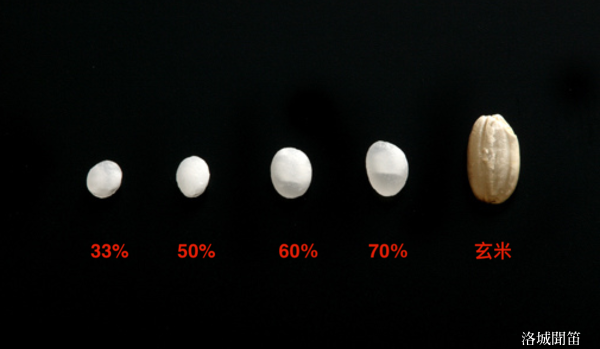
日本的清酒 (Sake), 是借鏡中國黃酒的釀造法而發展起來的日本國酒。公元7世紀中葉之後,中國用「粬」釀酒的技術由百濟國人傳播到日本,使日本的釀酒業得到了很大的進步和發展。至今日本全國共有大小清酒釀造廠1500餘家,可惜因為新一代日本人崇尚飲用啤酒和烈性酒,所以清酒的銷售量逐年下降。今天,日本清酒雖然利用現代釀造技術和設備不斷提高產品質量,但其產品僅佔日本酒類市場銷售量的15%。 日本清酒可分為純米系和本釀造系。純米系顧名思義,原料只用到米、水、米粬,而本釀造不同之處在於添加了釀造酒精。但是,只能添加總量不超過釀造用米重量的10%,超過的話只能作為普通酒。區分這兩類非常簡單,名稱裡面有“純米”的就是純米系。 再有就是所謂的精米步合或叫精米度。精米步合指的是,釀造用的糙米被研磨後剩下部分的百分比,數字越小磨掉部分就越多,剩下的越是米芯的部分。米的外層部分有較多的蛋白質、脂肪與維生素,但在釀造清酒時是不需要的部分,「澱粉」才能糖化後發酵成酒精。而用作釀酒的「酒造好適米」,中心會有由澱粉組成的「心白」部分,精米的目的就是去除外層的蛋白質和脂肪等,並留下中間的心白。用純淨的心白部分釀酒,的確使得清酒能夠脫離釀造原料大米的束縛,呈現出純淨、清爽的口感,由酵母帶來的花果香也更佳的突出,給人在品飲時帶來了愉悅感。 不同精米步合的清酒,有著不同的對應名稱,例如:吟釀 (60%精米步合) 就代表至少把40%的米都磨掉;大吟釀 (50%精米步合) 就代表至少把50%的米都磨掉。大吟釀會比吟醸更具香氣和口感,也更能體現出來清酒釀造者對原料的精心程度,成本當然也較高。 越高级的清酒就是以純米,精米步合越小所釀造出來的。如同金字塔一般,物以稀為貴,越是級別高,總產量也就越少,價格也越高,純米大吟釀就是金字塔頂端最高貴的那一顆珍珠。
據廠方人員展示,公司以不同的命名來代表酒系列的精米步合,譬如下列的最受歡迎之久保田清酒系列,用的米是五百萬石,碧壽 (左二) 是純米吟釀酒 (精米步合 = 60%);千壽 (左三) 是純米吟釀酒 (精米步合 = 55%);萬壽 (左四) 是純米大吟釀酒 (精米步合 = 50%);至於季節限定的另二種純米大吟釀酒得月 (左四) 和洗心 (左五),也分别有33%和28%的精米步合,所以風味絶佳,價格非常昂貴。
公司先簡報古法製酒。在還是使用檜木桶的時代,古人的釀酒方式為將米與水混合,使原本就存在於空氣之中的酵母自然增生,尤其是使用酒窖中大量存在的酵母。主因是酒窖中存在的酵母通常是以該酒窖中所存放的酒類佔多數。然而這樣缺乏科學化管理的製造技術有許多的缺點,因為製造者無法控制該次發酵會取得何種酵母。也因為如此,因此能否釀造出品質優良的酒類只能仰賴運氣,造成了酒類品質的低落與原料的浪費。
而在明治维新之後由於西學東漸,日本在引進了微生物學後,也掌握了分離菌株而後培養的技術,透過此技術則可升釀酒成品的品質。西元1911年(明治44年),日本釀造協會進行了大規模的酵母採集,並在專家評鑑之後訂出了第一名的酵母。在評鑑之後大量培養並分散至全國,這類酵母則稱為「協會N號」(視其品種不同,N為不同的數字)。而外界則將此類酵母統稱為協會系酵母或協會酵母。
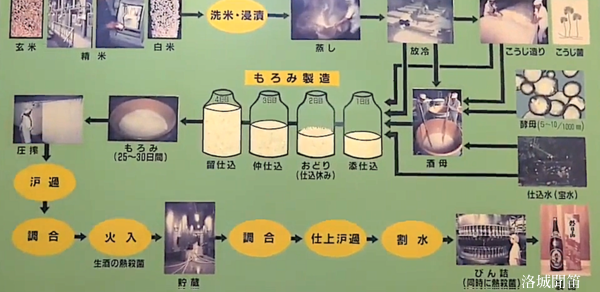
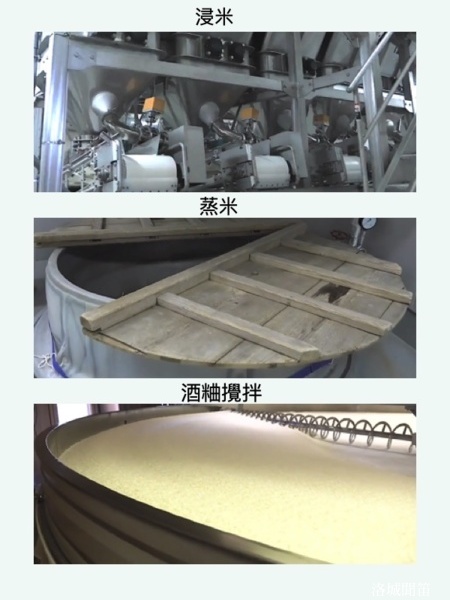
釀造清酒的步驟如下:首先將玄米碾成白米 (精米),接著洗米、浸漬,再導入蒸氣蒸煮,冷却後就可用來培養酒粬或製造酒母,如下圖:
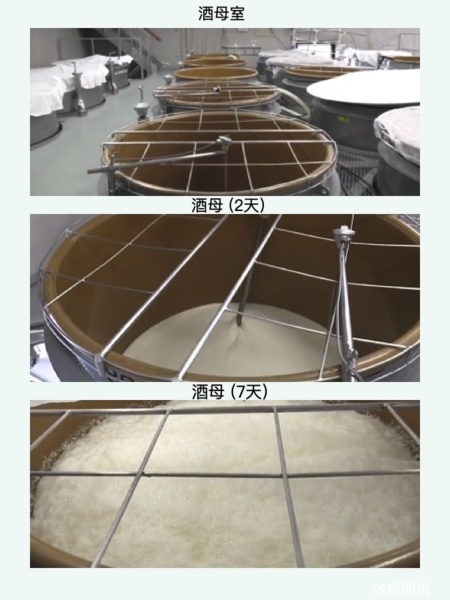
清酒釀造過程中所需的主要原料為水、米、粬,除此之外還需要含有酵母的酒母。 在經過蒸煮的白米中,移入粬黴的分生孢子,然後保溫在30-31℃,並控制濕度,米粒上便會茂盛地生長出菌絲,此即酒麯。酒粬中所生長的微生物主要是黴菌。黴菌的利用是中國人的一大發明。日本有位著名的微生物學家坂口謹一郎教授,甚至以為其可與中國古代的四大發明相提並論。粬的作用有三:一是為酒母和醪提供酶源,使飯粒的澱粉、蛋白質和脂肪等溶出和分解;二是在粬黴菌繁殖和產酶的同時生成葡萄糖、氨基酸、維生素成分,這是清酒酵母的營養源,三是粬香及粬的其他成分有助於形成清酒獨特的風味。 酒母的原料包括蒸米、水、酒粬和酵母菌。 在酒粬加入酒母之後,再加入純種的酵母菌。酒母裏的酵母菌會利用酒粬的原料糖進行醱酵,製造酒精。所以酒母的醱酵和酒粬的糖化是同步進行的。全部過程以開放式 (僅以紗布作為桶蓋) 低温 (8-13℃) 進行,約需7-9天,中間經過三段的加工擴大培養,讓醱酵慢慢作用,醱酵物也從黏稠的半固體轉化成冒泡越來越多的液體。前期需要定時的攪拌。
酒母擴大培養成醪之後,就被導入此槽,以開放式 (僅以紗布作為孔蓋) 低温 (8-13℃) 醱酵25天後,酒醪經過壓榨、過濾、殺菌 (並殺酶)、貯藏、調和的過程,便可装瓶上市。像這様的一棟樓共有48個醱酵槽,每個槽容量有10,000升,可作出5,000瓶;每輪醱酵生產了240,000瓶,在一年有5輪的循環下,總共可達1,200,000瓶的年生産目標,不可不謂驚人。 聽招待人員說,每年清酒季節結束時,他們會把當年的壓榨剩的酒粕壓成了一個圓球,懸掛在進口處的天花板上,本來是白色,隔年就變成了深褐色。
参觀製酒流程時,每個人都默默無語;但買起酒來,卻是生龍活虎,精神百倍。圖為朝日酒造的「酒樂之里。朝日山」販售店。
朝日酒造成立公司研發針對自己造酒所需要品質的越光米品種,讓廠四周的自家農場種植,以供應自己釀酒所需,一貫作業,真是肥水不落外人田之擧。當然可以保證產品的最佳品質。
造酒的用水則來自後山朝日神社内不停地湧出的山泉水,以保證水的品質-當然有經過神明的加持囉。
参觀中,公司人員再三強調著:好米、好水,加上好的菌種,是做出好酒的三個必要條件,有人補充說道,有了好的原料,還要加上好的環境。在酒香中離開了酒廠,突然想起了席慕蓉的那一篇《時間》,記得其中有一段是這麼寫的: "一鍋米飯,放到第二天,水氣就會乾了一些,放到第三天,味道恐怕就有問題了。第四天,我們幾乎可以發現,它已經變壞了。再放下去,眼看就要發霉了。是什麼原因,使那鍋米飯變餿變壞?是時間。可是,在浙江紹興,年輕的父母生下女兒,他們就會在地窖裡,埋下一壇壇米做的酒。十七八年後,女兒長大了,這些酒就成為了嫁女兒婚禮上的佳釀。它有一個美麗惹人遐思的名字,叫女兒紅。是什麼原因,使那些平凡的米,變成芬芳甘醇的酒?也是時間。到底,時間是善良,還是邪惡的魔術師呢?不是,時間只是一種簡單的乘法,令把原來的數值倍增而已。開始變壞的米,每一天都在不斷的變得更腐臭。而開始變醇的美酒,每一分鐘,都在繼續增加的芬芳...... " 圖為女兒紅酒 (摘自桃園酒廠網站https://event.ttl.com.tw/lk/commemorative/01main.aspx)
同樣的米原料,當我們在其中培養好的酒粬酒母等菌種,給它時間和純淨的空間,時間一到,自然醱酵成為一罈清香撲鼻的好酒。當我們置之不理,任其腐敗,壞的菌種就有可能越來越猖獗壯大,成為主宰,假以時日,就把一鍋飯給臭掉了。 在醖釀人生的目標上,時間對待你我是一樣的,公平的。如果我們有很好的初心,集中意志,走在正確的道路上,不疑不惑,不憂不懼,必定日起有功,循序漸進,人生達標指日可待也。反之,如果我們沒有中心思想,隨波逐流,人云亦云,或將蹉跎不前,原地踏步;或會偏離正軌,物腐而後蟲生,人生不但虛擲,且可能進入黑暗,悔之莫及,徒呼負負耳。 [岩室温泉的岩盤浴體驗] 岩室温泉位於新潟最大、最有名的神社-彌彦山的彌彦神社附近,開湯始於江户中期,距今已有300年。傳説有人眼見受傷之雁在此温泉浸泡而癒,所以又稱「靈雁之湯」。昭和38年、被厚生省指定為国民保養温泉地。今晚下榻在岩室温泉區的「大橋。館之湯飯店」。其温泉浴有兩種,一種是含硫磺的天然温泉,另一種則是雪國有名的「岩盤浴」,也是我們今夜要嚐新的重點。
内部装璜多以原木為之,淡雅樸實。
趁天還亮時先去泡了一次天然温泉,是含硫磺的鹽化泉,所以洗完後皮膚還感覺滑滑的,似乎没有沖亁浄一般。 下爲露天風吕
泡完温泉,饑腸轆轆。晚餐的會席料理十分豐盛。
越後蟹的滋味甜美,教人口齒留香。
後來,導遊慷慨捐出剛才買的久保田純米大吟釀清酒助興,一時酒香满室,觥籌交錯,賓客盡歡。不過我們因為要全力以赴準備應付接下來的岩盤浴挑戰,所以只是淺嚐而止。
[岩盤浴] 岩盤浴是一種桑拿 (Sauna) 型浴中的一種,它利用熱水或電將放置於地板上的天然石材加熱,使用者穿著浴服,將毛巾鋪在地板上,然後 躺於其上。地板發出的輻射熱使身體變暖,導致大量出汗。浴室溫度保持在45℃左右,婦老皆適宜使用;不同於一般的蒸氣桑拿浴,通常保持很高的90℃的室溫,只適合壯年體健的人。
比其他岩盤浴更特别的是,躺在或直接坐在礫石狀的藥石上,會刺激身體上的穴位,並產生令人愉悅的按摩效果。 《岩盤浴入浴步驟》 根據旅館建議,岩盤浴有六個步骤: 1. 卸粧、沖洗、換穿特別浴袍,帶上毛巾。
《「嵐之湯」岩盤浴場》 「嵐之湯」内果然恰如其名,蒸氣瀰漫,難辨方向。進場不久,先已汗水淋漓,浴衣濕透;躺在發燙的礫石上,馬上汗下如雨,傾流如注。大多數人只做到第二輪,就已脱水超荷,偃旗息鼓,打道回府。
但在補足水分後,卻感覺神清氣爽,無毒一身輕, 於是再去露天風吕,泡一次硫磺温泉,果真全身酸痛盡消。回房馬上沈沈睡去,一夜好眠。
夜半風輕花入夢⋯
清晨醒來,晴空萬里。 左邊的松岳山和右邊的多寶山相連,峯巒跌宕如帽,屋舍儼然如砌。
俯瞰庭園,樱花也甦醒了,正迎風招展著。
走入庭園,居然也有一片小小的枯山水。且静坐片刻,調息冥想。
欣賞著櫻花,有點不捨。因為行程已快到尾聲。雪國真是一個好所在,有好山、好水、好米、好酒、好布、好魚、好料理,好温泉,物華天寶,人傑地靈,美哉雪國,名不虚傳也。
打起精神來,再作兩天的衝刺吧! |
|
| ( 休閒生活|旅人手札 ) |