字體:小 中 大
字體:小 中 大 |
|
|
|
| 2014/06/01 00:05:21瀏覽3097|回應0|推薦1 | |
自從數年前YAMAHA自台灣撤出鋼琴製造工廠到印尼以來,為KAIWA代工的東和樂器就成為台灣唯一的鋼琴製造工廠,東和樂器為日本河合鋼琴(KAWAI)台灣總代理,位於大溪鎮,製造的鋼琴也只在台灣銷售,由於少子化的結果國內對鋼琴的需求量下滑,近幾年來轉型為觀光工廠,讓社會大眾瞭解鋼琴的構造與生產過程。 參觀鋼琴工廠須要提前電話預約,參觀門票不管大人小孩都是200元。
參觀內容分為四個部分: ㊀ 樂器DIY
有三種樂器DIY的選擇:木製立體小鋼琴拼裝、口琴組裝、高音直笛組裝。因為我們家已經有很多把高音直笛(七把高音直笛、一把中音直笛、一把超高音直笛),所以我們家三人都選擇口琴。組裝的口琴是16孔C調口琴,組裝完畢可以真正吹出聲音。館方提供的壓克力外殼是透明無色的,可以看得到內部的銅製簧片,真的很酷。
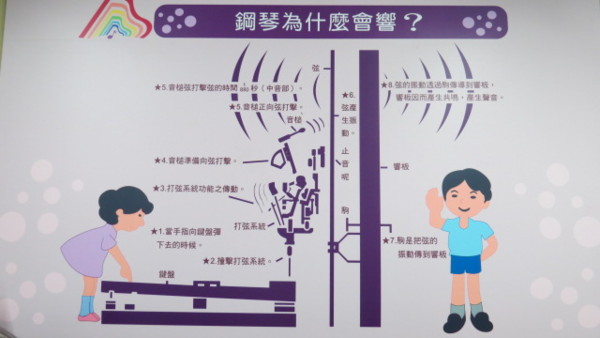
東和音樂體驗館二樓取名為「鋼琴大解剖」,兩間展示館解說鋼琴的內部構造、發聲原理、機械傳動方式。 鋼琴的發聲原理是以鍵盤透過打絃系統的機械傳動連結到音槌,包裹羊毛氈的敲擊鋼絃,震動的鋼絃貼著琴橋,把震動傳遞到鋼琴背後的響板(Sound Board),面積龐大的響板和共鳴結構放大鋼絃震動的音量。 鋼琴的響板的選材是用雪杉木製成,震動的物理特性良好,音響效果明亮,也用來做吉他的面板,有些小提琴的面板也採用雲杉。鋼琴的響板由許多長條狀的雲杉板拼接而成,在選材、乾燥、拼接都必須非常講究,因為響板的良寙攸關到鋼琴音質的好壞。鋼琴工廠把響板稱做「鋼琴的心臟」,比較好的稱呼應該是:鍵盤是音響的CD播放器,鋼絃是音響的前級,共鳴箱是音響的後級擴大器,而響板就是音響的喇叭。
鋼琴製造過程 安裝打絃系統(每一個琴鎚都有編號,由低到高琴鎚大小也由大到小排列)
鋼琴安裝完打絃系統之後,要進入【打絃室】進行十五分鐘共11250次的按鍵→擊絃,讓打絃系統靈活穩定,這有點像是新車要進行數萬公里的磨合期一樣。
(待續) |
|
| ( 休閒生活|音樂 ) |