字體:小 中 大
字體:小 中 大 |
|
|
|
| 2010/07/20 13:01:59瀏覽2372|回應0|推薦0 | |
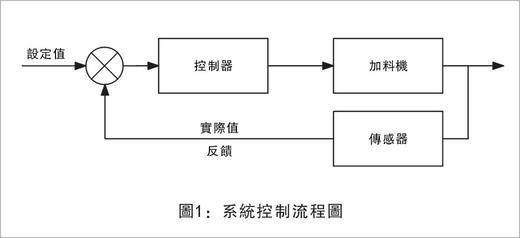
精密擠出成型是一種通過對擠出過程要素的精確控制,實現製品幾何尺寸高精密化和材料微觀形態高均勻化的成型過程。精密擠出成型的主要特徵為:擠出過程中工藝參數波動很小,擠出設備工作狀態非常穩定,所成型製品的幾何精度比常規擠出成型方法提高 50% 以上。 失重式計量方式作為精密擠出成型中的一項重要技術,在光導纖維、醫用導管、各類光學膠片、各類複合薄膜、複合管材當中得到廣泛應用。 失重式計量控制系統 根據自動控制學理論,要達到精確控制的目的,就必須採用閉迴圈控制的方式,即要把控制量回饋,與設定值作比較。對於精密擠出機,我們所希望控制的量就是每小時的擠出流量,所以可得出控制流程圖如圖 1 : 從圖 1 可以看到,我們必須用感測器採集實際加料流量,然後回饋給控制器,再與設定值作比較,如果實際值小於設定值,控制器就增加擠出機的轉速,反之就減小擠出機的轉速,從而使實際與設定值接近。由此原理可知,感測器的精確度和採樣速度與控制的精度息息相關。 那麼,感測器是如何測得實際的加料流量?通常感測器就是一台荷重元 ( 秤 ) ,荷重元測量整個進料裝置的重量 ( 包含料桶中的原料 ) ,加料機工作時重量就會減少,減少的值就是排出原料的量,若在一小段時間內 (Δt) 重量的減少量為 (ΔG) ,那麼這段時間內的平均加料流量就是: ΔG/Δt 。如果 Δt 足夠小,就可以看作是即時的加料流量。由於實際流量是靠重量的減少來測定的,故這種計量方式稱為失重式計量。 為什麼要使用失重式計量 擠出機無論工作多麼穩定,擠出量總會存在一定的波動。在單螺桿擠出機中擠出量波動會造成產品的軸向尺寸的波動,例如管材生產線中管的直徑會隨著擠出量的波動而變大變小。在多層共擠薄膜領域中會造成各層薄膜厚度不均,影響產品的使用性能。為了避免此類情況的發生就需要讓擠出機的實測產量與擠出機螺桿的轉速或牽引速度形成閉環,減少擠出製品的軸向尺寸精度變化。但由於擠出製品的產量很難測量,所以人們開發出了失重式計量裝置,較好的解決了擠出量的在線測量問題。
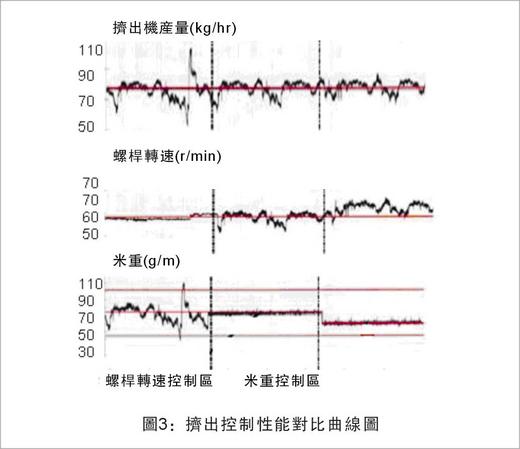
圖 3 中的第一、第二條曲線是沒有採用失重式計量裝置時擠出機擠出量的變化曲線。第三條曲線是採用了失重式計量裝置與擠出機馬達形成閉迴圈控制時擠出量的變化曲線。從這三條曲線當中我們可以很清楚的看出採用了失重式計量裝置的擠出量變化基本上一條直線,這樣生產出來的產品壁厚、層厚均勻而且可以很大程度上減少材料的浪費。 信易新開發的失重式計量器 SLIW 為了順應市場對失重式計量器的要求,信易公司於 2010 年 4 月在上海的 ChinaPlas 展會上推出的失重式計量器 SLIW-10 ,如圖 4 。 SLIW 系列機型適用在塑膠擠出、吹膜或中空成型等應用場合。該計量測控系統採用失重測量原理,根據單位時間內擠出機料斗中物料重量的減少量折算成擠出機的即時產量,由控制系統輸出產量類比信號回饋給擠出機。通過這一回饋信號可實現擠出產量與牽引速度或螺桿轉速的閉迴圈控制,提高擠出成型製品的品質 ( 重 / 米、厚度等 ) 。 SLIW 系列機型主要特點為,進料速度採樣週期可自由設定 (0.5s~60s) ,可時刻讀取每小時原料的消耗量,具有產量波動趨勢顯示功能。每小時消耗量類比量信號輸出功能 (0~10V) ,以便擠出機自動調節轉速。 標配帶有兩個 RS-485 通訊口的控制器,其中一個用於 HMI ,另一個用於與擠出機通訊。該機型擁有精確的計量精度,能夠自動調節馬達轉速來達到用戶設定的產量,以及擁有可記憶產量的歷史趨勢圖功能,方便用戶查看。
|
|
| ( 知識學習|科學百科 ) |